Pytanie 1
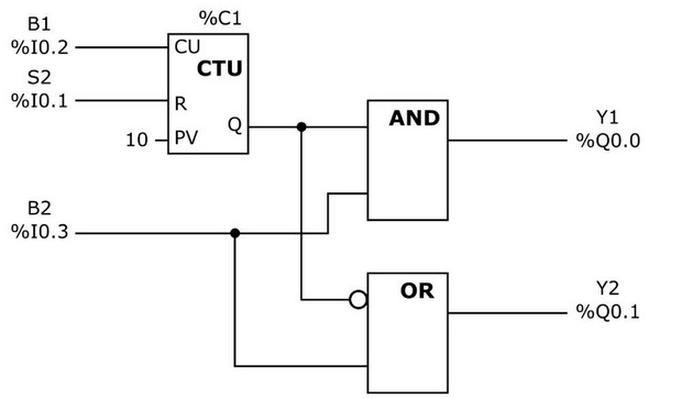
W programie sterowania przedstawionym na rysunku, na wyjściu Q0.0 sygnał logiczny 1 pojawi się po
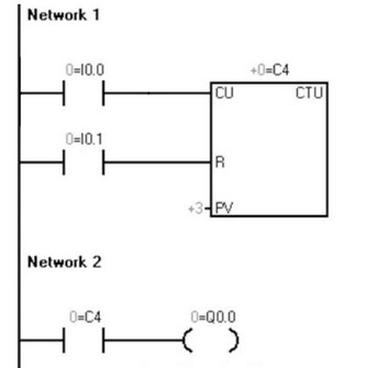
A. zliczeniu 4 impulsów w górę.
B. zliczeniu 3 impulsów w dół.
C. zliczeniu 4 impulsów w dół.
D. zliczeniu 3 impulsów w górę.
Sygnał logiczny 1 na wyjściu Q0.0 w programie sterowania pojawi się po zliczeniu trzech impulsów w górę, ponieważ licznik CTU (Count Up) jest zaprogramowany do osiągnięcia wartości zadanej (PV) wynoszącej 3. Liczniki są powszechnie stosowane w automatyce do monitorowania i sterowania procesami. Kiedy licznik zliczy wymagane impulsy, aktywuje odpowiednie wyjście, co w tym przypadku prowadzi do włączenia sygnału na Q0.0. W praktyce, wykorzystanie liczników CTU w systemach sterowania pozwala na realizację funkcji takich jak zliczanie produktów na taśmach produkcyjnych czy monitorowanie liczby cykli w maszynach. Zgodnie z dobrymi praktykami w automatyce, ważne jest, aby odpowiednio dobierać wartości zadane i monitorować stany wyjść, co zapewnia stabilność i efektywność procesów automatyzacji. Zrozumienie działania liczników oraz ich zastosowania w programowaniu PLC jest kluczowe dla inżynierów zajmujących się automatyką przemysłową.