Pytanie 1
Który znak manipulacyjny informuje nas, jak należy postępować z towarem zapakowanym w kartony, aby ochronić go przed zniszczeniem poprzez zgniecenie?
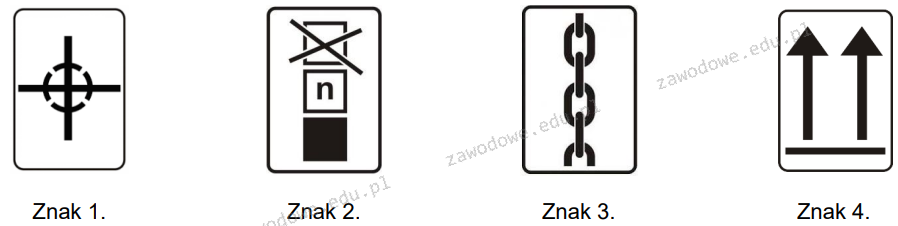
A. Znak 1.
B. Znak 2.
C. Znak 3.
D. Znak 4.
Znak 2 to naprawdę ważny symbol w logistyce, bo jasno pokazuje, że trzeba obchodzić się z opakowaniami ostrożnie, żeby ich nie zgnieść. Ten znak jest zgodny z międzynarodowymi standardami, jak norma ISO 780, która określa, jak powinny wyglądać oznaczenia na paczkach. Przykład, w którym ten znak jest kluczowy, to transport delikatnych rzeczy, jak szkło czy elektronika. Gdyby opakowanie się zgnieciło, to mogłoby dojść do poważnych uszkodzeń. Jak umieszczamy ten symbol na kartonach, to pracownicy w magazynach i przewoźnicy muszą być bardziej ostrożni przy załadunku i rozładunku, co zmniejsza ryzyko uszkodzenia towaru. Używanie takich znaków ostrzegawczych jest częścią dobrych praktyk w zarządzaniu łańcuchem dostaw. Jak się je zignoruje, to może to prowadzić do strat finansowych i problemów z reputacją firmy.