Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 21/40 punktów (52,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Pracownik upadł na twardą nawierzchnię z wysokości 4 metrów i doznał drobnego urazu głowy, jednak jest przytomny i odczuwa mrowienie w kończynach. Co należy zrobić w pierwszej kolejności?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby zrealizować lutowanie na płytce drukowanej, konieczne jest użycie stacji lutowniczej oraz
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
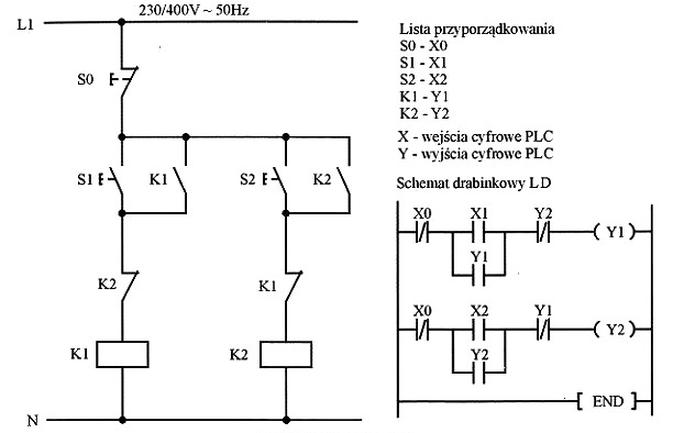
Układ sterowania obrotami silnika elektrycznego (prawo-lewo), w którym wykorzystano sterownik PLC, działający według programu LD jak na rysunku, nie działa prawidłowo. Przyczyną jest błędne wykorzystanie w programie sterowniczym operandu
Do jakiego rodzaju prac stosowane jest narzędzie przedstawione na rysunku?

Przy wykonaniu elementu przedstawionego na rysunku była zastosowana obróbka

Przekładnie, które umożliwiają ruch posuwowy w tokarkach CNC, to
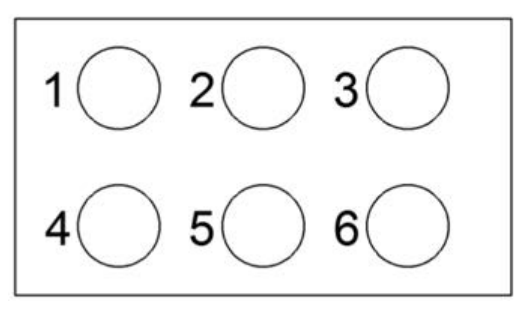
Podczas dokręcania jednakowymi śrubami głowicy przedstawionej na rysunku należy zachować następującą kolejność:
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
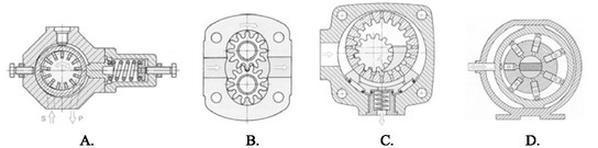
Pompa hydrauliczna z tłokowymi elementami roboczymi jest przestawiona na rysunku
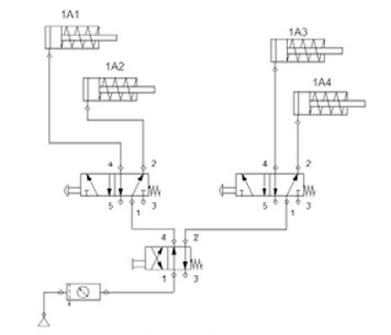
W układzie pneumatycznym przedstawionym na rysunku po włączeniu zasilania jako pierwszy wysunie się siłownik oznaczony symbolem
Kolejność montażu silnika elektrycznego w wiertarce stołowej powinna być następująca:
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
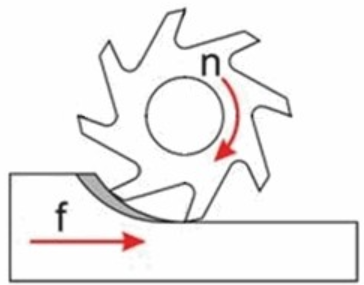
Na rysunku przedstawiono frezowanie
Które z wymienionych materiałów sztucznych jest najbardziej odpowiednie do wytwarzania kół zębatych?
W celu oceny stanu technicznego przycisku S1 wykonano pomiary rezystancji, których wyniki przedstawiono w tabeli. Na ich podstawie można stwierdzić, że przycisk S1 posiada styk
| Nazwa elementu | Pomiar rezystancji styków w Ω | |
|---|---|---|
| Przed przyciśnięciem | Po przyciśnięciu | |
| Przycisk S1 | 0,22 | ∞ |
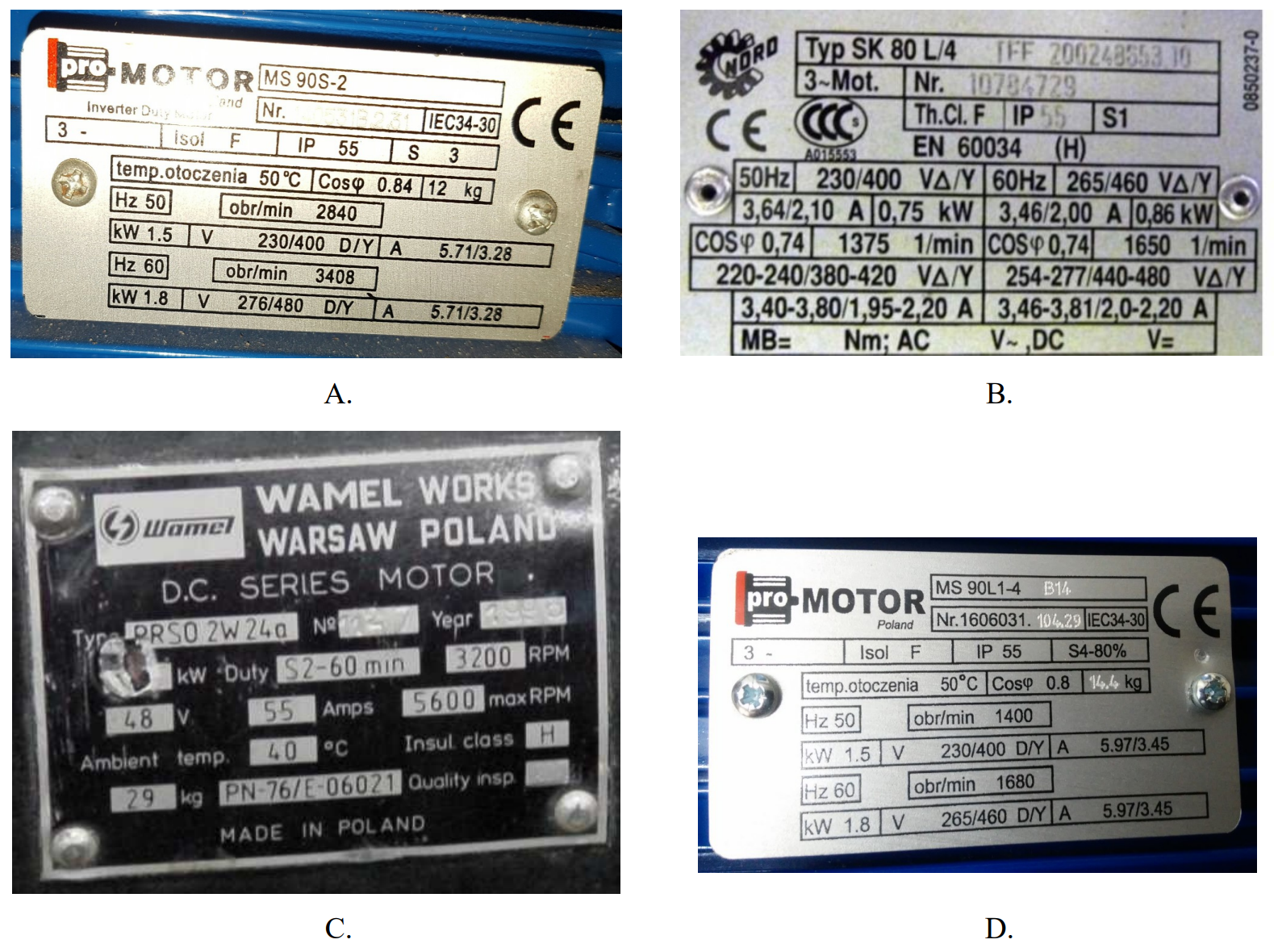
Wskaż tabliczkę znamionową urządzenia napędowego przeznaczonego do zasilania napięciem stałym.
Który z przedstawionych manipulatorów posiada zamknięty łańcuch kinematyczny?

W celu uzupełnienia smaru w łożysku przedstawionym na rysunku należy użyć

Parametry zamieszczone w tabeli charakteryzują
| Parametr | Wartość |
| Wydajność | 21 l/min |
| Prędkość obrotowa | 1500 obr./min |
| objętość geometryczna | 14 cm³/obr. |
| zakres obrotów | od 800 do 3500 obr/min |
| ciśnienie nominalne | 25 MPa |
| ciśnienie maksymalne | 26 MPa |
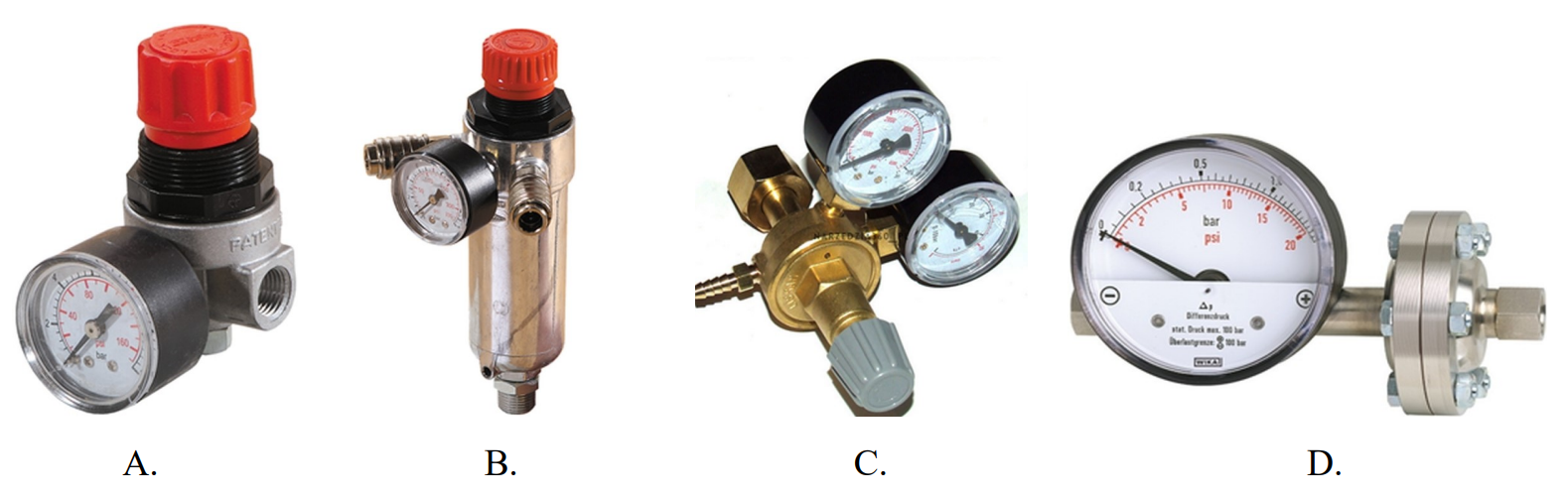
Który z przedstawionych na rysunkach podzespołów urządzenia pneumatycznego zapewnia redukcję ciśnienia i zatrzymanie cząstek stałych w układzie zasilania sprężonym powietrzem?
Zwiększenie wartości częstotliwości wyjściowej falownika zasilającego silnik indukcyjny, przy niezmiennym obciążeniu silnika, prowadzi do
Który przyrząd pozwoli przed podłączeniem silnika trójfazowego do napięcia zasilającego na określenie kierunku obrotów wirnika?

Jaką wartość ciśnienia wskazuje miernik przedstawiony na ilustracji?

Na podstawie przedstawionych parametrów technicznych przetwornika ciśnienia wskaż przedział wartości napięcia zasilania elektrycznego, pozwalający na prawidłową pracę przetwornika trójprzewodowego dla napięciowego sygnału wyjściowego 0 ÷ 10 V DC.
| Typ sygnału | Sygnał |
|---|---|
| Prądowy (2-przewodowy) | 4 ... 20 mA |
| Prądowy (3-przewodowy) | 0 ... 20 mA |
| Napięciowy (3-przewodowy) | DC 0 ... 5 V DC 0 ... 10 V DC 0,5 ... 2,5 V |
Zasilanie elektryczne zależy od wybranego sygnału wyjściowego.
| 4 ... 20 mA: | DC 10 ... 30 V | |
| 0 ... 20 mA: | DC 10 ... 30 V | |
| DC 0 ... 5 V: | DC 10 ... 30 V | |
| DC 0 ... 10 V: | DC 14 ... 30 V | |
| C 0,5 ... 2,5 V: | DC 5 ... 30 V (odpowiedni do zasilania bateryjnego) |
W układzie do przygotowania sprężonego powietrza, reduktor ciśnienia
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do czynności przygotowawczych, które pozwalają na późniejszy poprawny montaż nowego paska klinowego w przekładni pasowej, nie należy
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który element silnika oznaczono cyfrą 1?

Jakim symbolem literowym określa się zmienną wyjściową w sterowniku PLC?
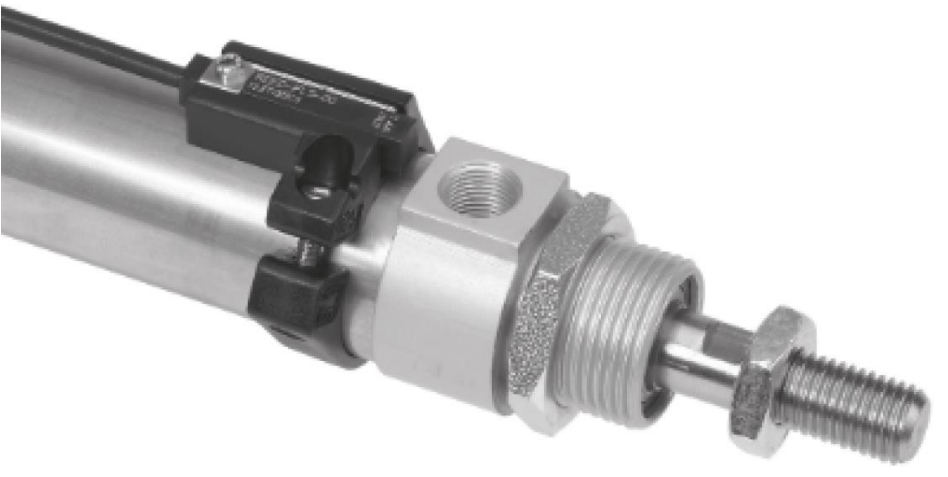
Zadaniem czujnika kontaktronowego zamontowanego na siłowniku jest sygnalizacja
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.