Pytanie 1
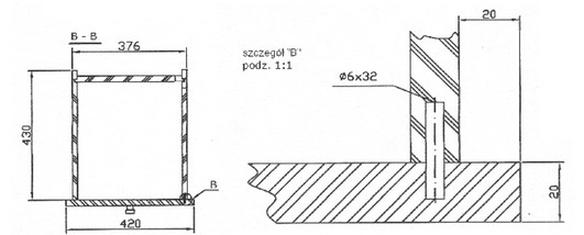
Na podstawie rysunku określ materiał, z którego wykonany jest bok szuflady.
A. Płyta wiórowa.
B. Płyta pilśniowa.
C. Sklejka.
D. Tarcica.
Odpowiedź "Sklejka" jest prawidłowa, ponieważ materiał ten charakteryzuje się warstwową strukturą, która jest doskonale widoczna na rysunku technicznym. Sklejka składa się z wielu cienkich warstw drewna, zwanych fornirami, które są sklejone ze sobą pod kątem. Taka konstrukcja nie tylko zwiększa wytrzymałość materiału na zginanie, ale również poprawia jego stabilność wymiarową, co minimalizuje ryzyko deformacji pod wpływem zmieniających się warunków otoczenia. Sklejka znajduje szerokie zastosowanie w meblarstwie, budownictwie oraz w produkcji elementów wymagających wysokiej odporności na obciążenia, jak na przykład w konstrukcji szafek kuchennych czy elementów podłogowych. W branży stosuje się różne klasy sklejki, które różnią się właściwościami mechanicznymi oraz odpornością na wilgoć, co sprawia, że jest to materiał wszechstronny i dostosowujący się do różnych potrzeb projektowych. Zrozumienie struktury sklejki oraz jej zastosowań jest kluczowe dla każdego profesjonalisty zajmującego się projektowaniem i produkcją mebli.