Pytanie 1
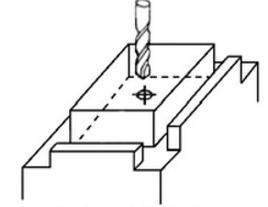
Jaka jest średnica otworu przygotowanego pod gwint M20 × 2,5? Skorzystaj z wzoru: \( d_o = d_g - 1{,}1 \cdot P \)
gdzie:
\( d_o \) – średnica otworu,
\( d_g \) – średnica gwintu,
\( P \) – skok gwintu?
A. 18,45 mm
B. 17,50 mm
C. 17,25 mm
D. 19,00 mm
Wybór innych odpowiedzi to często wynik braku zrozumienia wzoru na średnicę otworu pod gwint. Odpowiedzi jak 17,50 mm, 19,00 mm czy 18,45 mm to typowe pomyłki, które omijają ważny element wyliczeń. Często ludzie nie biorą pod uwagę współczynnika 1,1, który jest naprawdę istotny, żeby uzyskać właściwy wymiar otworu. Używanie złego skoku lub średnicy gwintu może skończyć się źle, na przykład luzem lub zacięciem w połączeniach. Zrozumienie relacji między średnicą gwintu a średnicą otworu to klucz do uniknięcia błędów w projektowaniu, bo może to wpływać na to, jak elementy będą działać. W kontekście norm inżynieryjnych, jak ISO 965, precyzja jest kluczowa dla jakości i bezpieczeństwa. Na przykład, w budowie maszyn, złe obliczenia średnicy otworu mogą prowadzić do poważnych awarii lub osłabienia połączeń. Dlatego warto zrozumieć te zasady, żeby nie popełniać kosztownych błędów i by nasze projekty były trwałe.