Pytanie 1
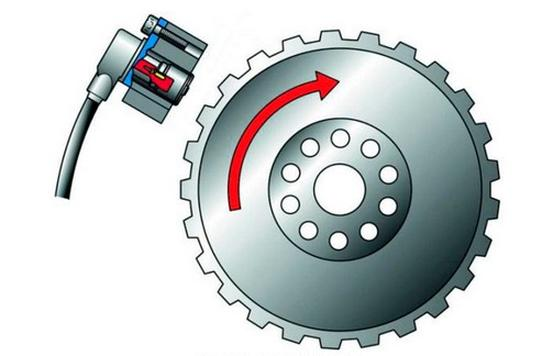
Jaki blok powinien być użyty w systemie sterującym do zliczania impulsów, które występują w odstępach krótszych niż czas jednego cyklu programu sterownika?
A. Dzielnik częstotliwości
B. Czasowy TOF (o opóźnionym wyłączaniu)
C. Szybki licznika (HSC)
D. Czasowy TON (o opóźnionym załączaniu)
Zastosowanie bloków czasowych, takich jak TOF lub TON, w kontekście zliczania impulsów, które występują w krótkich odstępach czasu, nie jest odpowiednie z kilku kluczowych powodów. Blok TOF, działający na zasadzie opóźnionego wyłączania, jest przeznaczony do kontrolowania czasu, przez jaki sygnał pozostaje w stanie aktywnym, co nie ma zastosowania w przypadku zliczania impulsów. W kontekście zliczania, istotne jest reagowanie na każdy impuls w jak najkrótszym czasie, a implementacja bloków czasowych wprowadza niepotrzebne opóźnienia. Z kolei blok TON, czyli czasowy o opóźnionym załączaniu, podobnie jak TOF, nie jest w stanie efektywnie zliczać impulsów, gdyż jego działanie opiera się na mierzeniu czasu od momentu załączenia sygnału, co również nie sprzyja dokładnemu zliczaniu szybkich impulsów. Dodatkowo, pod względem inżynieryjnym, zastosowanie dzielnika częstotliwości również nie spełnia wymagań, gdyż jego rola polega na zmniejszaniu częstotliwości sygnałów, co w kontekście zliczania prowadziłoby do utraty informacji o impulsach. Stąd, dobór odpowiednich bloków i ich funkcji w automatyce jest kluczowy dla skuteczności systemu, a każdy błąd w analizie może prowadzić do zniekształcenia danych i niewłaściwego działania całego procesu.