Pytanie 1
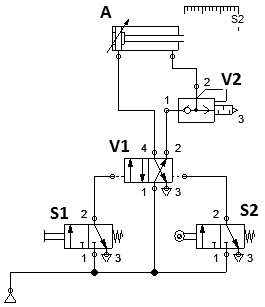
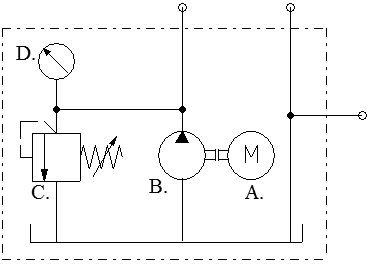
Na schemacie stacji olejowej silnik napędzający pompę jest oznaczony literą
A. Litera C
B. Litera A
C. Litera B
D. Litera D
Silnik napędzający pompę na schemacie stacji olejowej oznaczony jest literą A. To dość typowe oznaczenie, bo według norm i standardów przyjętych w automatyce oraz hydraulice siłowej, symbolem M (który widzimy przy literze A) oznacza się silniki elektryczne. W praktyce, taki silnik jest sercem układu – zamienia energię elektryczną w mechaniczną, a ta z kolei napędza pompę hydrauliczną. Bez dobrze dobranego silnika cała stacja nie będzie działać poprawnie – może brakować wydajności albo dojdzie do przeciążenia. Przykładowo, w wielu zakładach przemysłowych stosuje się silniki trójfazowe, bo są solidniejsze i lepiej znoszą pracę pod dużym obciążeniem. Moim zdaniem, warto pamiętać o tym, że na schematach zawsze warto zwracać uwagę na oznaczenia literowe i symbole, bo one prowadzą nas jak mapa. Jeśli nauczysz się je rozpoznawać, naprawdę łatwiej będzie Ci czytać nawet skomplikowane schematy hydrauliczne czy elektryczne. W praktyce, przy montażu czy serwisie, ta wiedza pozwala od razu zlokalizować silnik i sprawdzić, czy napęd działa prawidłowo. Warto też wiedzieć, że zgodnie z normą PN-EN ISO 1219-1:2012 symbole tego typu są uniwersalne, więc spotkasz je w każdej dokumentacji technicznej.