Pytanie 1
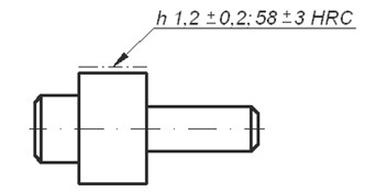
Który wymiar na rysunku nie opisuje tolerowania w głąb materiału?
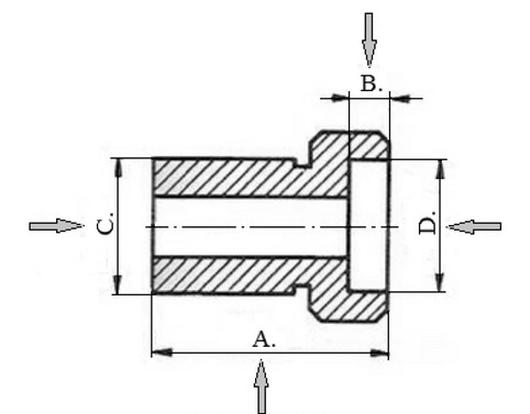
A. 90-0,15
B. 15+0,2
C. 45+0,1
D. 50+0,03
Wybór odpowiedzi "50+0,03" jest prawidłowy, ponieważ ten wymiar przedstawia tolerancję, która odnosi się do wymiaru zewnętrznego. Tolerancja ta oznacza, że wymiar nominalny 50 mm może być zwiększony o maksymalnie 0,03 mm, co wskazuje na możliwość wytworzenia elementów zewnętrznych o różnych wymiarach, ale nie wskazuje na tolerancje w kierunku głębokości. Przykładowo, w branży inżynierskiej, takie tolerancje są kluczowe przy produkcji części maszynowych, gdzie precyzyjna kontrola wymiarów zewnętrznych ma istotne znaczenie dla dopasowania elementów. Zgodnie z normami ISO, tolerancje wymiarowe powinny być jasno określone, aby zapewnić wysoką jakość oraz zgodność produktów. W przypadku omawianego wymiaru "50+0,03", istotne jest, aby projektanci i inżynierowie mieli pełną świadomość, że odnosi się on do wymiarów zewnętrznych, co jest standardem w dokumentacji technicznej.