Pytanie 1
Aby wykonać otwór o średnicy 12H7, jakie narzędzia powinno się zastosować w odpowiedniej kolejności?
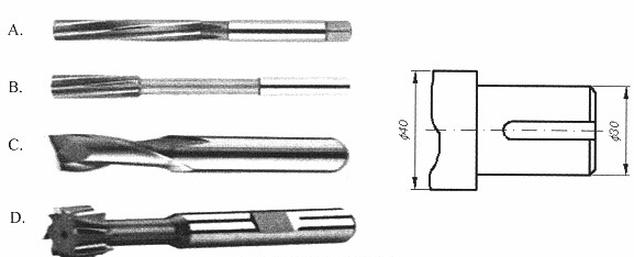
A. wiertło, zestaw gwintowników, pogłębiacz stożkowy i rozwiertak
B. nawiertak, wiertło, pogłębiacz stożkowy i rozwiertak walcowy
C. nawiertak, wiertło, rozwiertak stożkowy i pogłębiacz walcowy
D. nawiertak, wiertło, pogłębiacz walcowy i rozwiertak stożkowy
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Aby uzyskać otwór o średnicy 12H7, właściwa sekwencja narzędzi to nawiertak, wiertło, pogłębiacz stożkowy i rozwiertak walcowy. Rozpoczynamy od nawiertaka, który precyzyjnie wprowadza otwór w materiale, co pozwala na późniejsze użycie wiertła do uzyskania odpowiedniej średnicy. Wiertła stosowane w tym procesie powinny charakteryzować się odpowiednią geometrią, aby zapewnić efektywne odprowadzanie wiórów oraz minimalizować ryzyko zablokowania. Następnie przy użyciu pogłębiacza stożkowego osiągamy dokładniejszy kształt otworu na końcowym etapie obróbki, co jest kluczowe dla uzyskania precyzyjnych tolerancji wymiarowych. Ostatnim narzędziem w tej sekwencji jest rozwiertak walcowy, który finalizuje proces, dostosowując otwór do wymaganej tolerancji H7. Takie podejście jest zgodne z najlepszymi praktykami inżynieryjnymi oraz normami ISO, co zapewnia wysoką jakość i powtarzalność w produkcji detali mechanicznych.
Aby uzyskać otwór o średnicy 12H7, właściwa sekwencja narzędzi to nawiertak, wiertło, pogłębiacz stożkowy i rozwiertak walcowy. Rozpoczynamy od nawiertaka, który precyzyjnie wprowadza otwór w materiale, co pozwala na późniejsze użycie wiertła do uzyskania odpowiedniej średnicy. Wiertła stosowane w tym procesie powinny charakteryzować się odpowiednią geometrią, aby zapewnić efektywne odprowadzanie wiórów oraz minimalizować ryzyko zablokowania. Następnie przy użyciu pogłębiacza stożkowego osiągamy dokładniejszy kształt otworu na końcowym etapie obróbki, co jest kluczowe dla uzyskania precyzyjnych tolerancji wymiarowych. Ostatnim narzędziem w tej sekwencji jest rozwiertak walcowy, który finalizuje proces, dostosowując otwór do wymaganej tolerancji H7. Takie podejście jest zgodne z najlepszymi praktykami inżynieryjnymi oraz normami ISO, co zapewnia wysoką jakość i powtarzalność w produkcji detali mechanicznych.