Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 40/40 punktów (100,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
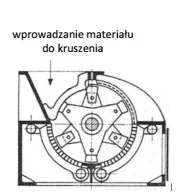
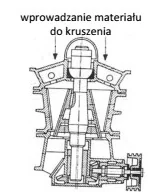
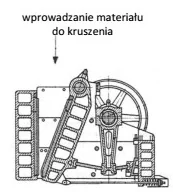
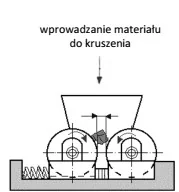
Na którym rysunku przedstawiono schemat kruszarki szczękowej?
Który z wymienionych materiałów metalowych, opisanych symbolami alfanumerycznymi, jest odpowiedni do kucia na gorąco?
Wskaż narzędzie pomiarowe, którego należy użyć do sprawdzenia średnicy wewnętrznej gorącej odkuwki kutej swobodnie.




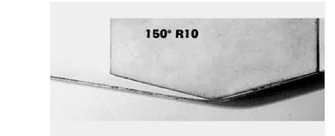
Rysunek przedstawiający wadę procesu wytłaczania, czyli zerwane dno wytłoczki przedstawia rysunek oznaczony literą


Który typ walcarki przedstawiono na rysunku?

Jaki rodzaj transportu kęsiska przedstawia zdjęcie?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie tabeli określ, którą płytę odcinaka dwutaktowego należy najrzadziej poddawać przeglądom i naprawom.
| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
Jakiego typu powłokę ochronną stosuje się na cienkie blachy przeznaczone do wykorzystania w pokryciach dachowych oraz w karoseriach pojazdów?
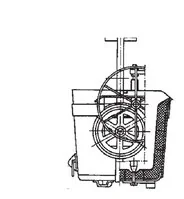
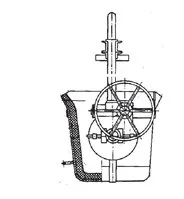
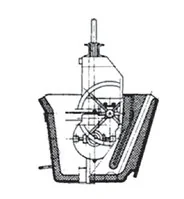
Na którym rysunku przedstawiono budowę kadzi zatyczkowej?
Który z poniższych materiałów jest najczęściej stosowany do wykonania form odlewniczych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju obróbki cieplnej stali używa się, aby uzyskać strukturę martenzytyczną?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z poniższych urządzeń nadaje się najlepiej do precyzyjnego i bezstratnego pocięcia arkusza blachy stalowej o wymiarach 1500 x 1000 mm i grubości 1,5 mm na pasy o szerokości 200 mm?
Podczas walcowania na zimno stal zyskuje pewne właściwości w wyniku
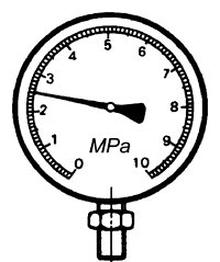
Na podstawie zamieszczonego wskazania manometru określ, o ile należy zmienić ciśnienie wody w instalacji hydraulicznego zbijacza zgorzeliny, jeżeli zalecana wartość wynosi 9 MPa.
Na podstawie danych w tabeli, określ jaki rodzaj czynności konserwacyjno-naprawczych należy zaplanować po przekroczeniu 15 000 roboczogodzin pracy kuźniarki.
| Czynności konserwacyjno-naprawcze | Czas pracy maszyny w roboczogodzinach | ||
|---|---|---|---|
| prasa | tokarka | kuźniarka | |
| Przegląd techniczny | 1 500 | 1 330 | 1 415 |
| Naprawa bieżąca | 3 000 | 2 660 | 2 830 |
| Naprawa średnia | 9 000 | 8 000 | 8 500 |
| Naprawa główna | 18 000 | 24 000 | 17 000 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
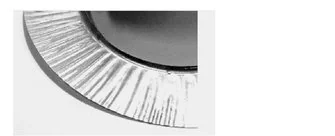
Określ na podstawie fotografii, która wada została ujawniona na przekroju poprzecznym walcowanego pręta.

Uzupełnienie mosiądzu o niezbędne składniki stopowe należy przeprowadzić zgodnie z kartą wytopu w temperaturze około 960°C. Określ na podstawie wskazania czujnika temperatury, pokazanego na fotografii, o ile należy zwiększyć temperaturę stopu.

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
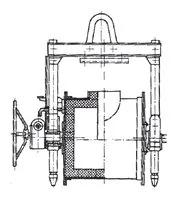
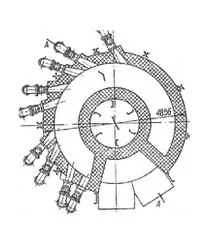
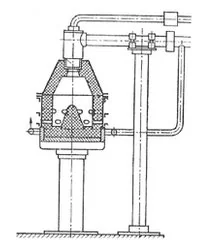
Które urządzenie stosowane w kuźni przedstawiono na rysunku?

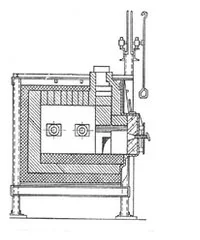
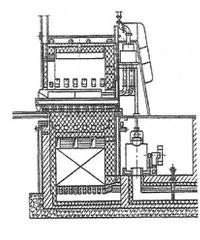
Na którym rysunku przedstawiono piec oczkowy?
Jakiego rodzaju piec jest najczęściej używany w procesie bezpośredniej redukcji rudy żelaza?
Najwyższa prędkość ciągnienia w ciągarce łańcuchowej wynosi 9,2 m/min. Wskaźnik prędkości przeciąganego pręta pokazuje wartość 7,6 m/min. O ile maksymalnie można zwiększyć prędkość ciągnienia tego materiału?
Jakiego rodzaju obróbkę cieplno-chemiczną powinno się zastosować, aby uzyskać dyfuzyjną powłokę ochronną, która zwiększy odporność stalowych rur na działanie wody morskiej?
Masa swobodnie kutej odkuwki powinna wynosić 400 kg. Oblicz masę surowca potrzebnego do jej wytworzenia, zakładając, że strata na zgorzelinę oraz obcięte końce wynosi 18% masy odkuwki?
W tabeli podano skład mieszanki wsadowej używanej do wytworzenia 1 Mg spieku. Ile rudy manganowej należy pobrać z zasobnika wsadu suchego do wyprodukowania 60 Mg spieku?
| Skład mieszanki wsadowej do wytworzenia 1 t spieku | ||
|---|---|---|
| Składniki wsadu | Wsad wilgotny kg | Wsad suchy kg |
| Ruda hematytowa | 830,0 | 788,5 |
| Pył wielkopiecowy | 40,0 | 36,8 |
| Zgorzelina | 30,0 | 29,4 |
| Ruda manganowa | 22,0 | 20,0 |
| Kamień wapienny | 270,0 | 264,6 |
| Koks | 88,0 | 84,0 |
Po użyciu dyszy do usuwania zgorzeliny stwierdzono, że ta warstwa nie została całkowicie zlikwidowana. Jaki parametr warto zmienić, aby rozwiązać ten problem?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, które z wymienionych urządzeń walcowniczych należy zastosować do walcowania z wsadu o grubości 3,5 mm blachy o grubości 0,25 mm i szerokości 1800 mm.
| Lp. | Rodzaj walcarki i układ | Materiał walcowany | Przeznaczenie walcarki | Maksymalna prędkość walcowania m/s | ||
|---|---|---|---|---|---|---|
| Grubość wsadu mm | Grubość wyrobu mm | Długość beczki, mm | ||||
| 1. | Układy ciągłe 3-klatkowe kwarto | stal, aluminium | 2÷4 | nie mniej niż 0,6÷0,7 | do 2150 | 5÷20 |
| 2. | Układy ciągłe 4-klatkowe kwarto | stal, aluminium | 2÷3,7 | 0,3÷2,6 | do 2150 | do 20 |
| 3. | Układy ciągłe 5- i 6-klatkowe kwarto | stal | 2÷23 | 0,15÷0,38 | do 2185 | do 40 |
| 4. | Walcarki 6-walcowe | stal | 2÷6 | > 0,02 | do 1000 | do 7,0 |
| 5. | Walcarki 20-walcowe | stal | 0,15÷3,0 | 0,002÷0,7 | do 2000 | do 10 |
Określ na podstawie tabeli, jaki należy zaplanować czas przeprowadzania remontu bieżącego wielkiego pieca, jeśli stan pieca jest zadowalający.
| Rodzaj remontu | Cykl remontowy | Czas trwania remontu |
|---|---|---|
| Bieżący (stan pieca dobry) | Co 6 miesięcy | 12÷16 godzin |
| Bieżący (stan pieca zadowalający) | Co 2÷3 miesiące | 6÷10 godzin |
| Średni | Co 18÷24 miesięcy | 4÷6 dni |
| Kapitalny | Co 3÷7 lat | 30÷65 dni |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wyznacz średnicę D krążka blachy, z którego ma być stworzona wytłoczka o średnicy d = 80 mm, przy założeniu, że D=1,3d.
Który rodzaj procesu stosowanego podczas produkcji blach grubych przedstawia rysunek?
Urządzenie do miejscowej obróbki cieplnej wyrobów po obróbce plastycznej, przedstawia zdjęcie oznaczone literą