Pytanie 1
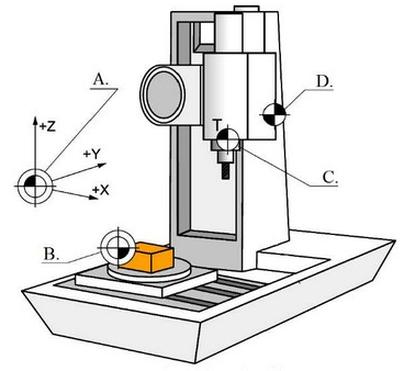
Która z dostępnych funkcji pomocniczych pozwoli na wybór płaszczyzny interpolacji w osiach XY?
A. G91
B. G90
C. G01
D. G17
Odpowiedź G17 jest poprawna, ponieważ odnosi się do wyboru płaszczyzny interpolacji w osiach XY w kontekście programowania CNC. Użycie kodu G17 informuje maszynę, że wszystkie operacje skrawania będą miały miejsce w płaszczyźnie XY, co jest istotne dla precyzyjnego wykonywania ruchów narzędzia. W praktyce, programista CNC musi jasno określić płaszczyznę, aby uniknąć błędów w obróbce, które mogą prowadzić do uszkodzenia materiału lub narzędzi. Kod G17 jest często używany w połączeniu z innymi komendami, takimi jak G01 (ruch liniowy) czy G02/G03 (ruchy okrężne), co pozwala na tworzenie skomplikowanych kształtów w obrabianym materiale. Dobrym przykładem zastosowania G17 jest frezowanie płaskich powierzchni, gdzie precyzyjne ustawienie narzędzia w płaszczyźnie XY jest kluczowe dla uzyskania żądanej geometrii detalu. Zgodnie z najlepszymi praktykami, programista powinien zawsze zaczynać od zdefiniowania płaszczyzny, w jakiej będą prowadzone operacje skrawania.