Pytanie 1
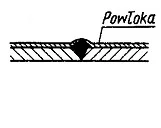
Do łączenia części skrawającej narzędzia tokarskiego wykonanego ze stali narzędziowej stopowej z częścią chwytową ze stali węglowej wykorzystuje się
A. zgrzewanie
B. spawanie
C. klejenie
D. lutowanie
Zgrzewanie jest najskuteczniejszą metodą łączenia części skrawającej noża tokarskiego ze stali narzędziowej stopowej z częścią chwytową ze stali węglowej. Proces zgrzewania polega na podgrzewaniu stykających się powierzchni do wysokiej temperatury, a następnie na ich dociśnięciu, co umożliwia utworzenie trwałego połączenia w wyniku stopienia metalu w obszarze styku. Stal narzędziowa stopowa, używana w częściach skrawających, charakteryzuje się wysoką twardością i odpornością na zużycie, a zgrzewanie pozwala na zachowanie tych właściwości. Przykładowo, w przemyśle metalowym często stosuje się zgrzewanie do łączenia elementów narzędzi skrawających, co zapewnia ich długą żywotność i efektywność. Dodatkowo, zgrzewanie spełnia standardy jakościowe, takie jak ISO 4063, które określają metody łączenia metali. Dzięki tej technice możliwe jest uzyskanie połączeń o wysokiej wytrzymałości, co jest kluczowe w zastosowaniach przemysłowych, gdzie narzędzia muszą znosić wysokie obciążenia i intensywne użytkowanie.