Pytanie 1
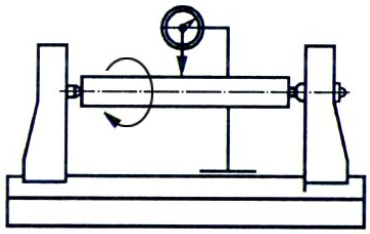
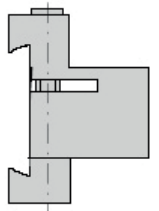
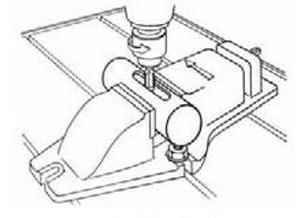
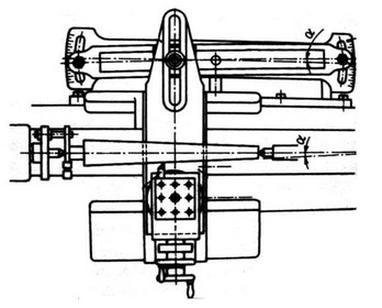
Rysunek przedstawia operację toczenia stożka
A. nożem kształtowym.
B. przy przesuniętym koniku.
C. przy skręconym suporcie narzędziowym.
D. za pomocą liniału.
Rysunek przedstawia toczenie stożka, które jest realizowane za pomocą liniału. Ta technika jest kluczowa w precyzyjnej obróbce materiałów, ponieważ umożliwia uzyskanie dokładnych kształtów i wymiarów. W procesie toczenia stożków, liniał pełni rolę prowadnicy, co ma istotne znaczenie dla zachowania odpowiednich tolerancji wymiarowych. W praktyce, toczenie przy użyciu liniału pozwala na łatwe ustawienie narzędzia skrawającego oraz kontrolowanie głębokości skrawania, co jest niezbędne dla osiągnięcia oczekiwanej jakości powierzchni. W branży obróbczej, stosowanie liniału do toczenia stożków jest zgodne z najlepszymi praktykami inżynieryjnymi, a jego właściwe użycie może znacznie zwiększyć efektywność produkcji. Dodatkowo, znajomość technik toczenia i ich zastosowania w praktyce jest niezbędna dla każdego operatora maszyn CNC, co podkreśla znaczenie dokładności w tej dziedzinie.