Pytanie 1
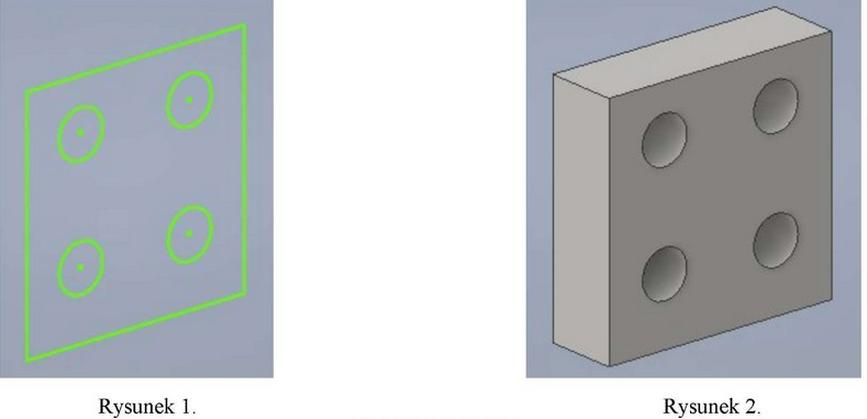
Jaki program jest używany do projektowania obiektów w 3D?
A. FluidSim
B. PCschematic
C. AutoCad
D. Paint
AutoCad to zaawansowane oprogramowanie CAD (Computer-Aided Design), które jest szeroko stosowane w branżach inżynieryjnych oraz architektonicznych do tworzenia rysunków technicznych, projektów oraz modelowania 3D. Dzięki rozbudowanej funkcjonalności, AutoCad umożliwia nie tylko rysowanie obiektów w przestrzeni trójwymiarowej, ale także ich edytowanie i wizualizację. W praktyce, architekci wykorzystują AutoCad do projektowania budynków, co pozwala im na łatwe wprowadzanie zmian oraz generowanie szczegółowych rysunków wykonawczych. Inżynierowie mechanicy mogą używać tego programu do projektowania skomplikowanych mechanizmów czy urządzeń, co wymaga precyzyjnego modelowania i analizy. Warto również zaznaczyć, że AutoCad dorównuje międzynarodowym standardom branżowym, co czyni go niezastąpionym narzędziem w profesjonalnym projektowaniu oraz dokumentacji technicznej, a jego umiejętności są wysoko cenione na rynku pracy.