Pytanie 1
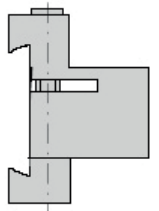
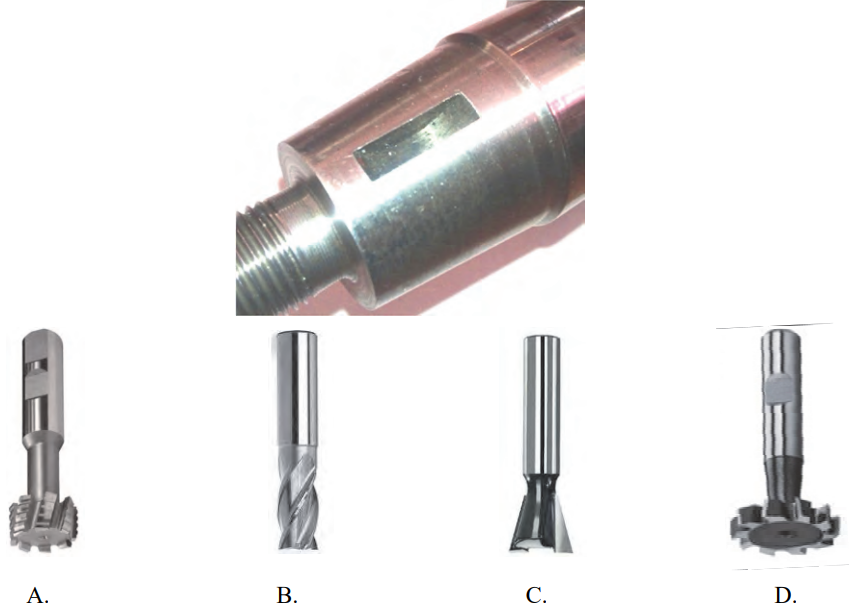
Którym narzędziem należy wykonać rowek pod wpust pokazany na zdjęciu?
A. B.
B. A.
C. C.
D. D.
To narzędzie oznaczone literką "D" to frez wpustowy. Jest zaprojektowane specjalnie do robienia rowków pod wpusty. Frezy wpustowe mają odpowiedni kształt i geometrię ostrzy, przez co można precyzyjnie skrawać materiał. Dzięki temu rowki mają odpowiednie wymiary i kształt. W praktyce te rowki są ważne w zastosowaniach jak osadzanie wałów czy elementów współpracujących. Dokładność w wykonaniu tych elementów naprawdę ma ogromne znaczenie dla całego mechanizmu. Warto pamiętać, że standardy obróbcze wymagają używania odpowiednich narzędzi, żeby uzyskać wysoką jakość detali. Frezy wpustowe to w tym przypadku bardzo dobre rozwiązanie, bo pozwalają efektywnie i precyzyjnie obrabiać materiały. Nie zapominaj też o zasadach bezpieczeństwa i ustawieniach skrawania, takich jak prędkość obrotowa i posuw, bo to wpływa na efektywność pracy oraz twoje bezpieczeństwo podczas obróbki.