Pytanie 1
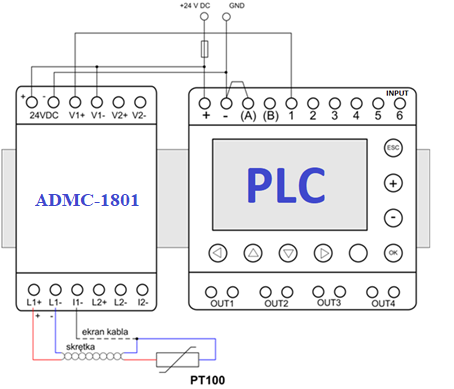
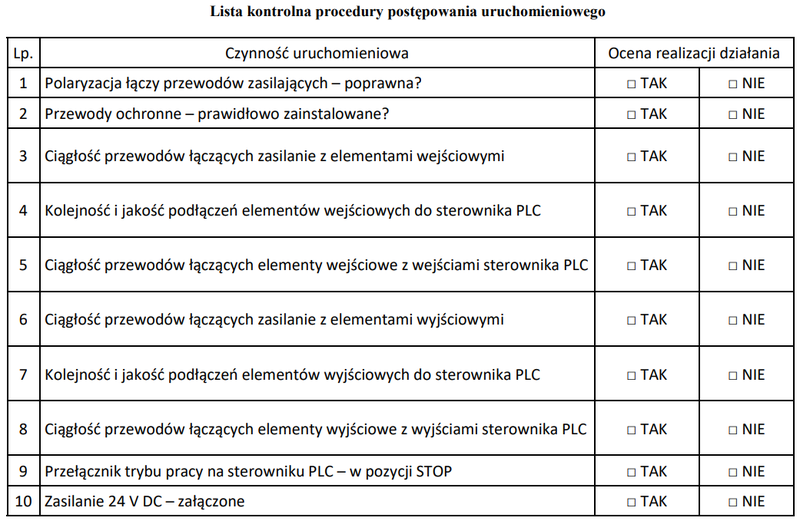
Na podstawie przedstawionej listy kontrolnej procedury postępowania uruchomieniowego przed załączeniem układu regulacji opartym na sterowniku PLC należy w pierwszej kolejności sprawdzić
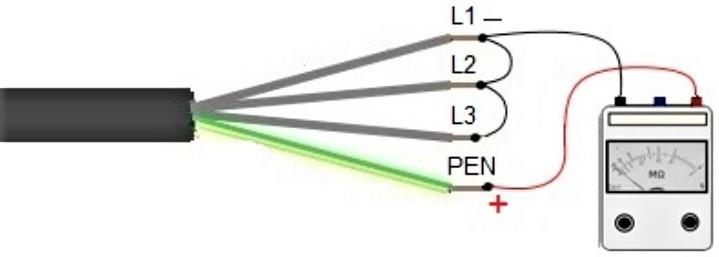
A. prawidłowość podłączeń przewodów ochronnych w układzie.
B. położenie przełącznika trybu pracy sterownika PLC.
C. kolejność podłączeń elementów wejściowych do sterownika.
D. kolejność podłączeń elementów wyjściowych do sterownika.
Sprawdzenie prawidłowości podłączeń przewodów ochronnych w układzie jest kluczowe dla zapewnienia bezpieczeństwa każdego systemu elektrycznego, w tym układów z sterownikami PLC. Przewody ochronne są częścią systemu zabezpieczającego przed porażeniem prądem elektrycznym. Ich głównym zadaniem jest odprowadzenie potencjalnie niebezpiecznego prądu do ziemi, co minimalizuje ryzyko porażenia prądem użytkowników. W praktyce oznacza to, że w przypadku wystąpienia awarii, np. przebicia izolacji przewodu fazowego, wszelkie niebezpieczne napięcia są natychmiastowo sprowadzone do ziemi. Z tego powodu, przed uruchomieniem układu regulacji opartego na PLC, ważne jest, aby upewnić się, że przewody ochronne są prawidłowo podłączone. Standardy branżowe, takie jak normy IEC czy EN, podkreślają wagę prawidłowego uziemienia i ochrony przed porażeniem. Moim zdaniem, ignorowanie tego kroku to jak chodzenie po linie bez siatki bezpieczeństwa. Pamiętajmy, że w dziedzinie elektryki bezpieczeństwo zawsze powinno być na pierwszym miejscu.