Pytanie 1
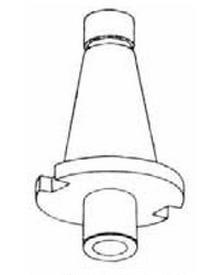
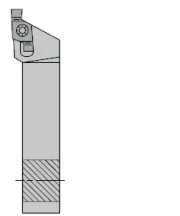
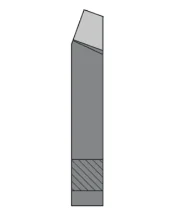
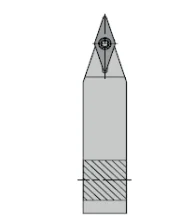
Na którym rysunku przedstawiono symbol graficzny zamocowania z zastosowaniem zabieraka stałego?

A. A.
B. B.
C. C.
D. D.
Wybór jednej z pozostałych odpowiedzi, takich jak A, B, czy C, wskazuje na pewne nieporozumienia dotyczące symboliki graficznej stosowanej w dokumentacji technicznej. Wiele z tych błędnych interpretacji wynika z braku znajomości standardów rysunku technicznego, które są niezbędne do prawidłowego odczytywania symboli. Na przykład, odpowiedzi A i B mogły sugerować, że przedstawione na nich symbole mogą być mylone z innymi typami zamocowań, co jest nieprawidłowe. W rzeczywistości, każda z graficznych reprezentacji ma swoje określone znaczenie, a błędne ich zrozumienie prowadzi do nieprawidłowego zastosowania w praktyce. Typowym błędem jest utożsamianie różnych symboli z tym samym zastosowaniem, co może prowadzić do poważnych problemów konstrukcyjnych. Symbolika w inżynierii jest szczególnie ważna, a błędne odczytanie może skutkować nieefektywnym projektowaniem lub w skrajnych przypadkach zagrożeniem dla bezpieczeństwa. Standardy, takie jak PN-EN ISO 128, jasno określają, jakie symbole powinny być stosowane i jakie mają znaczenie, a brak ich znajomości może prowadzić do dużych nieporozumień. Zrozumienie symboli zamocowań jest kluczowe dla każdego inżyniera czy technika, aby móc skutecznie pracować z projektami i zapewniać ich bezpieczeństwo.