Pytanie 1
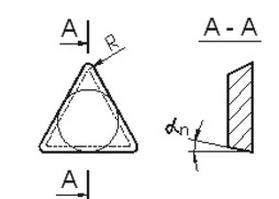
Widoczne na rysunku oznaczenie informuje, że na powierzchni czołowej wałka należy wykonać zabieg

A. pogłębiania.
B. nawiercania.
C. rozwiercania.
D. gwintowania.
Odpowiedź nawiercania jest prawidłowa, ponieważ oznaczenie widoczne na rysunku jest zgodne z normą PN-83/M-02499, która precyzuje wymagania dotyczące zabiegów na obrabianych elementach. Nawiercanie to proces, w którym wykonuje się otwory w materiałach, co jest istotnym etapem w produkcji maszyn i urządzeń. Przykładowo, w przemyśle mechanicznym, nawiercanie jest kluczowe dla przygotowania otworów do montażu śrub, co zapewnia odpowiednią stabilność i wytrzymałość konstrukcji. Wykorzystując odpowiednie narzędzia, takie jak wiertła, operatorzy mogą precyzyjnie wytwarzać otwory o różnych średnicach i głębokościach, co jest niezbędne w wielu zastosowaniach. Ponadto, znajomość norm i oznaczeń stosowanych w obróbce jest niezbędna dla zapewnienia jakości produktów oraz bezpieczeństwa pracy. Zastosowanie właściwych technik nawiercania wpływa na efektywność procesów produkcyjnych oraz minimalizuje ryzyko uszkodzenia materiałów.