Pytanie 1
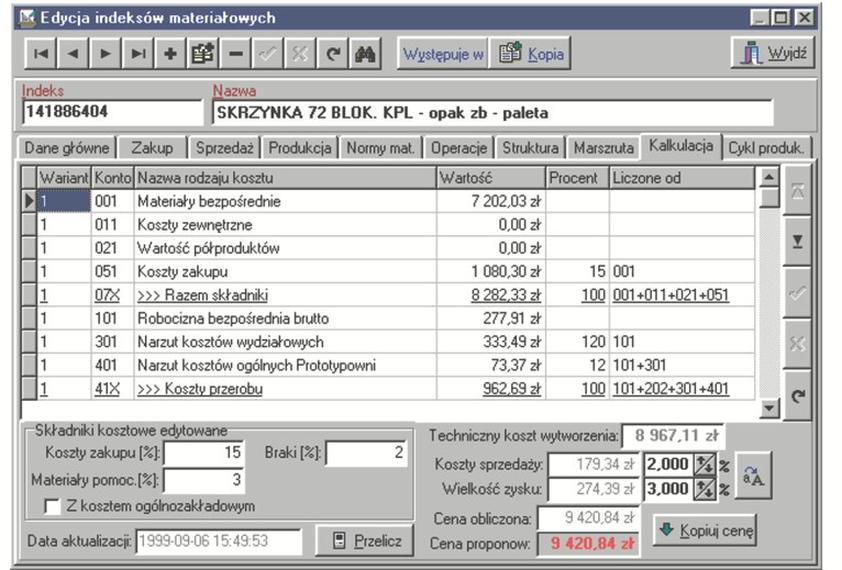
Przedstawiony moduł systemu obsługi produkcji - Technicznego Przygotowania Produkcji przedstawia
A. marszrutę wyrobu.
B. kalkulację wyrobu.
C. cykl produkcyjny.
D. normy materiałowe.
Odpowiedź "kalkulacja wyrobu" jest trafiona, bo na tym zrzucie ekranu mamy różne kategorie kosztów, które są związane z produkcją. Widać tam materiały bezpośrednie, koszty zewnętrzne i robociznę – a to wszystko to podstawa kalkulacji kosztów wytwarzania. Z mojego doświadczenia wiem, że umiejętność kalkulacji wyrobu jest naprawdę ważna w zarządzaniu produkcją, bo pozwala fajnie określić koszty i podejmować rozsądne decyzje o sprzedaży. To ma duży wpływ na rentowność firmy. W produkcji warto też zwracać uwagę na różne standardy, takie jak normy ISO 9001, które promują systematyczne podejście do zarządzania jakością i kosztami. Regularne analizy kosztów i ich dostosowywanie do zmian w materiałach i procesach to dobra praktyka – zwiększa to efektywność i konkurencyjność na rynku.