Pytanie 1
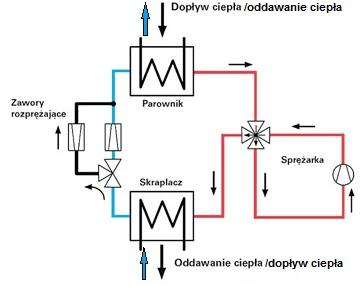
W przypadku montażu termostatycznego zaworu rozprężnego czujnik zaworu montuje się na
A. wypływie z parownika.
B. dopływie do dochładzacza.
C. dopływie do skraplacza.
D. wypływie ze sprężarki.
Czujnik termostatycznego zaworu rozprężnego powinien być umieszczony zawsze na wypływie z parownika, czyli tuż za wyjściem czynnika chłodniczego z parownika. To jest kluczowe, bo właśnie w tym miejscu najdokładniej odczytamy temperaturę par gazu po odparowaniu, co pozwala zaworowi precyzyjnie regulować ilość czynnika wpuszczanego do parownika. Moim zdaniem, to jedno z tych rozwiązań, które wynikają zarówno z fizyki procesu chłodzenia, jak i doświadczeń branżowych – po prostu praktyka pokazała, że pomiar przegrzania właśnie tutaj daje największą stabilność i bezpieczeństwo pracy układu. Dobrą praktyką jest montaż czujnika na rurze ssawnej jak najbliżej parownika, ale jeszcze przed punktem, gdzie rura zaczyna być izolowana termicznie. Jeśli czujnik zamontujesz gdzieś dalej, np. za sprężarką, pomiar będzie już przekłamany przez wzrost temperatury na skutek sprężania albo strat ciepła po drodze. Z mojego doświadczenia wynika, że wiele problemów z układami chłodniczymi bierze się z błędnego umieszczenia tego czujnika – objawia się to zarówno niższą wydajnością, jak i ryzykiem zalania sprężarki ciekłym czynnikiem. Warto pamiętać, że większość producentów zaworów rozprężnych wręcz wymaga takiego montażu, co można znaleźć w ich instrukcjach instalacyjnych. To podstawa bezawaryjnej pracy i dobrej regulacji systemu.