Pytanie 1
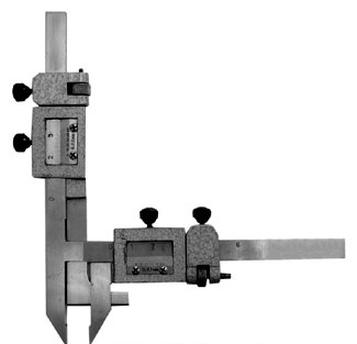
Odczyt wskazania mikrometru pokazanego na zdjęciu wynosi

A. 9,80 mm
B. 9,30 mm
C. 10,30 mm
D. 10,80 mm
Odpowiedzi 9,30 mm, 10,80 mm oraz 10,30 mm są nieprawidłowe z kilku powodów. Przede wszystkim, kluczowym aspektem przy odczycie mikrometru jest umiejętność prawidłowego interpretowania skali. W przypadku 9,30 mm, pojawia się typowy błąd, który może wynikać z nieprecyzyjnego odczytu wartości na skali głównej oraz niewłaściwego uwzględnienia wartości na skali pomocniczej. Użytkownicy często mylą jednostki pomiarowe lub nie zwracają uwagi na to, że zakres pomiarowy mikrometru zawiera dziesiętne. Odpowiedzi 10,80 mm i 10,30 mm mogą być wynikiem nieuwagi przy odczycie, gdzie użytkownik przeskoczył na wyższą wartość na skali. Ważne jest, aby przy odczycie mikrometru mieć na uwadze, że każde niewłaściwe przeliczenie lub zrozumienie skali prowadzi do błędnych wyników. Przykładowo, przy pomiarach, które mają kluczowe znaczenie w produkcji mechanicznej, każda nieprawidłowość w pomiarze może wpłynąć na jakość finalnego produktu. Przy wykonywaniu precyzyjnych pomiarów, takich jak średnice wałów czy grubości materiałów, istotne jest stosowanie technik kalibracji narzędzi oraz przestrzeganie standardów jakości, które zapewniają dokładność i powtarzalność pomiarów.