Pytanie 1
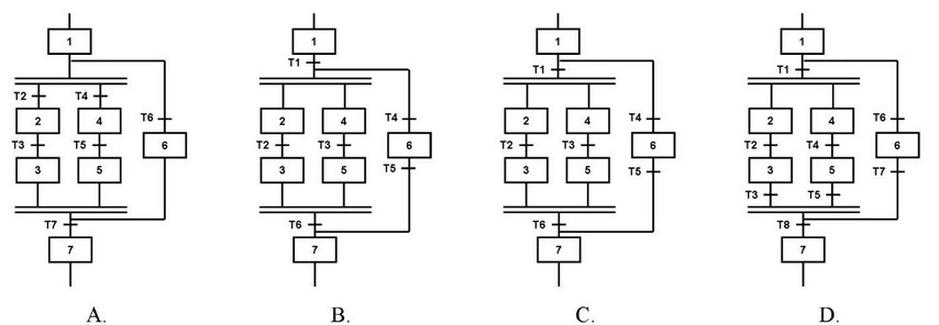
Który symbol graficzny należy zastosować do przedstawienia na schemacie zaworu szybkiego spustu?

A. C.
B. D.
C. B.
D. A.
Odpowiedź B, którą wybrałeś, jest faktycznie zgodna z normą ISO 1219. Ta norma obejmuje standardowe symbole rysunkowe do schematów pneumatycznych. Zawór szybkiego spustu, jak to wskazuje jego nazwa, jest super ważny w systemach pneumatycznych, zwłaszcza jeśli chodzi o bezpieczeństwo. Jego główną rolą jest szybkie uwolnienie powietrza z układu, co jest kluczowe w sytuacjach awaryjnych. Przykładowo, w przemyśle automatycznym, taki zawór pozwala na błyskawiczne obniżenie ciśnienia, co zmniejsza ryzyko uszkodzenia maszyn. Dobrze oznaczenie takiego zaworu na schemacie ma duże znaczenie, bo ułatwia jego identyfikację podczas napraw czy diagnostyki. Dzięki temu prace serwisowe są szybsze i można uniknąć niepotrzebnych przestojów. Zastosowanie standardowych symboli to także lepsza komunikacja w zespole, bo technicy i inżynierowie łatwiej zrozumieją schematy.