Pytanie 1
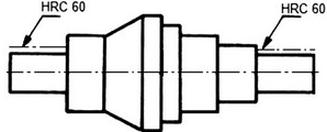
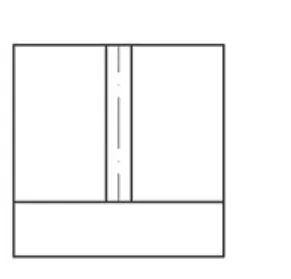
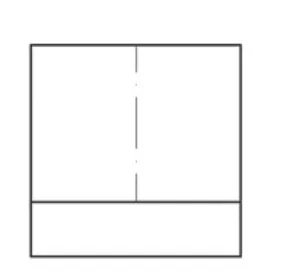
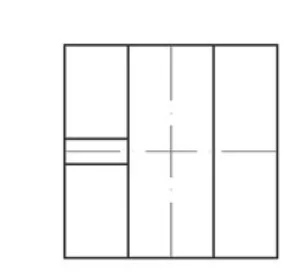
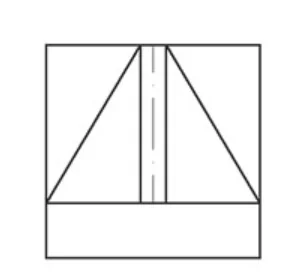
Schemat przedstawia przebieg operacji wytwarzania charakterystyczny dla produkcji
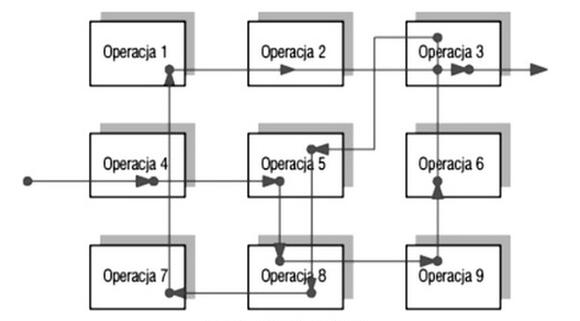
A. prototypowej.
B. ciągłej.
C. masowej.
D. małoseryjnej.
Podczas analizy błędnych odpowiedzi warto zwrócić uwagę na różnice w charakterystyce procesów produkcji. Prototypowa produkcja koncentruje się na tworzeniu pojedynczych egzemplarzy lub niewielkich serii produktów, co nie wymaga skomplikowanego i elastycznego schematu operacyjnego. Z tego powodu, nie odpowiada to małoseryjnej produkcji, gdzie istotna jest zdolność do powtarzalności i adaptacji. Produkcja masowa, w przeciwieństwie do tego, opiera się na liniowych i powtarzalnych procesach, co nie spełnia wymagań dla małoseryjnej produkcji, gdzie istotne są zmiany i dostosowanie do specyficznych wymagań klientów. Produkcja ciągła charakteryzuje się nieprzerwaną realizacją jednego produktu, co również nie odpowiada na potrzeby związane z różnorodnością małych serii. Osoby analizujące te różnice często popełniają błąd myślowy, zakładając, że wszystkie rodzaje produkcji mogą być zamiennie stosowane w każdych warunkach. Kluczowym aspektem w zrozumieniu tych koncepcji jest świadomość, że różne modele produkcji posiadają swoje określone standardy i dobre praktyki, które najlepiej odpowiadają na wymagania rynku oraz specyfikę wytwarzanych produktów.