Pytanie 1
Która z wymienionych kombinacji podłączenia zasilania, sensorów analogowych i cewek elektrozaworów do przekaźnika programowalnego jest prawidłowa?
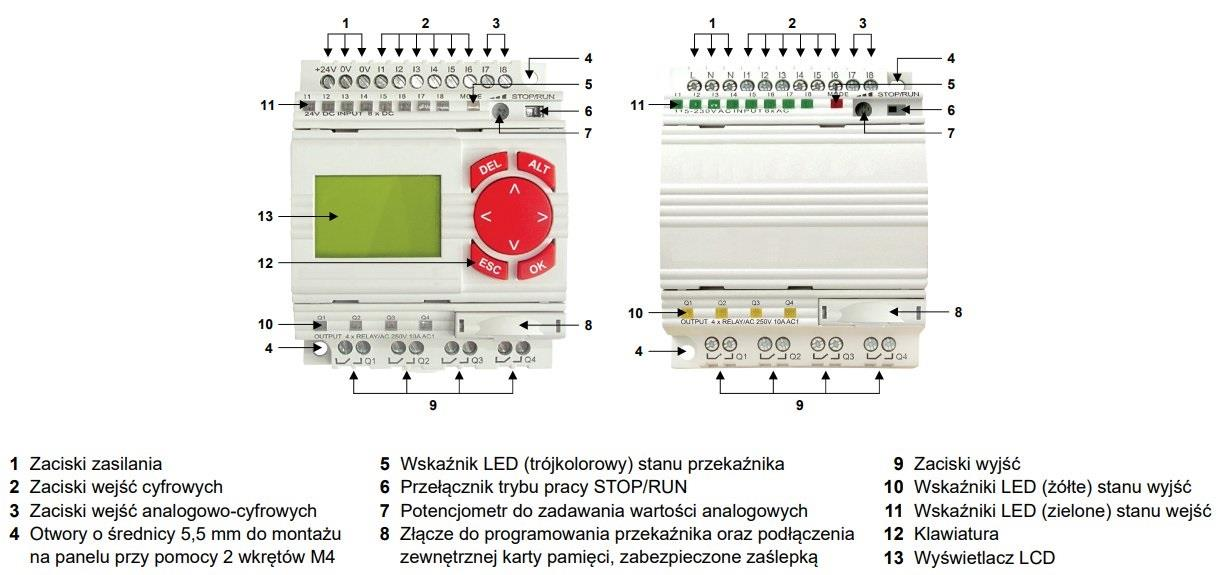
A. zasilanie – zaciski 1, sensory analogowe – zaciski 2, cewki elektrozaworów – zaciski 9
B. zasilanie – zaciski 1, sensory analogowe – zaciski 2, cewki elektrozaworów – zaciski 3
C. zasilanie – zaciski 1, sensory analogowe – zaciski 3, cewki elektrozaworów – zaciski 2
D. zasilanie – zaciski 1, sensory analogowe – zaciski 3, cewki elektrozaworów – zaciski 9
Odpowiedź wskazująca na podłączenie: zasilanie – zaciski 1, sensory analogowe – zaciski 3, cewki elektrozaworów – zaciski 9 jest w pełni zgodna z budową większości przekaźników programowalnych stosowanych w automatyce przemysłowej. Zaciski 1 zawsze są przeznaczone do zasilania urządzenia – to wynika z uniwersalnych standardów producentów PLC, co wynika też z logiki: najpierw musisz dostarczyć energię do sterownika, zanim zaczniesz cokolwiek mierzyć czy sterować. Wejścia analogowe, które służą do podłączania różnych czujników (np. temperatury, ciśnienia, wilgotności), podpinamy do zacisków 3, bo są one zaprojektowane specjalnie do obsługi sygnałów o zmiennej wartości, np. 0-10V lub 4-20mA. Z kolei zaciski 9 to wyjścia przekaźnikowe, do których właśnie podłącza się cewki elektrozaworów, styczników czy lamp sygnalizacyjnych. To są te punkty, które faktycznie wykonują sterowanie urządzeniami wykonawczymi – dlatego wyjście przekaźnikowe znajduje się zawsze na końcu ciągu sygnału. W praktyce, np. w systemie sterowania nawadnianiem, taki układ pozwala na monitorowanie wilgotności gleby przez sensor (wejście analogowe), zasilenie sterownika (zasilanie) i wysterowanie elektrozaworu (wyjście przekaźnikowe). Dobra praktyka to zawsze sprawdzić schemat producenta, żeby uniknąć błędów przy podłączaniu – ale taki podział funkcji zacisków jak tutaj jest praktycznie standardem w branży.