Pytanie 1
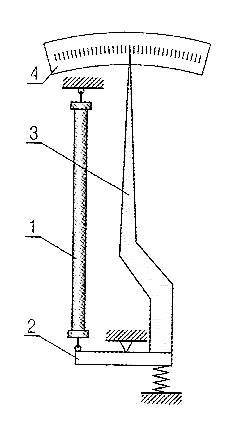
Który parametr można określić za pomocą przyrządu pomiarowego przedstawionego na rysunku?
1 – napięte włosy, 2 – układ dźwigniowy, 3 – wskazówka, 4 – skala
A. Wilgotność.
B. Czas.
C. Ciśnienie.
D. Temperaturę.
Prawidłowo wskazana została wilgotność, ponieważ na rysunku widać klasyczny higrometr włosowy. Kluczowy jest tu element oznaczony jako „napięte włosy” – to pasmo odtłuszczonych włosów (najczęściej ludzkich albo końskich), które zmieniają swoją długość w zależności od względnej wilgotności powietrza. Gdy wilgotność rośnie, włosy pochłaniają parę wodną, wydłużają się i przez układ dźwigniowy poruszają wskazówką po skali. Kiedy powietrze jest suche, włosy się kurczą i wskazówka wychyla się w przeciwną stronę. Układ dźwigniowy jest tylko mechanizmem przeniesienia tego bardzo małego wydłużenia na wyraźny ruch wskazówki, a skala jest wyskalowana w procentach wilgotności względnej. W praktyce takie przyrządy stosuje się do kontroli warunków w magazynach żywności, w suszarniach, chłodniach, halach produkcyjnych, a także w laboratoriach kontroli jakości. Utrzymanie odpowiedniej wilgotności jest krytyczne np. przy przechowywaniu produktów sypkich, wyrobów piekarskich, suszy warzywnych czy mięsa dojrzewającego – zbyt wysoka wilgotność sprzyja rozwojowi pleśni, a zbyt niska powoduje przesuszenie, ubytek masy i pogorszenie cech sensorycznych. Z mojego doświadczenia w zakładach spożywczych stosuje się dzisiaj częściej elektroniczne higrometry połączone z rejestracją danych, ale zasada kontroli wilgotności pozostaje ta sama: mierzymy parametr, który bezpośrednio wpływa na trwałość mikrobiologiczną, jakość tekstury i akceptację konsumencką. Dlatego umiejętność rozpoznania przyrządów do pomiaru wilgotności jest po prostu elementarną częścią kultury technicznej pracownika produkcji czy magazynu.