Pytanie 1
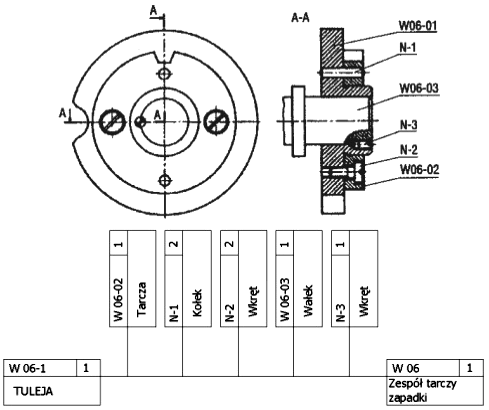
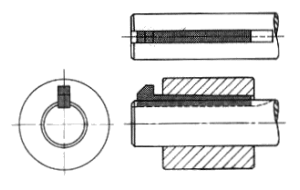
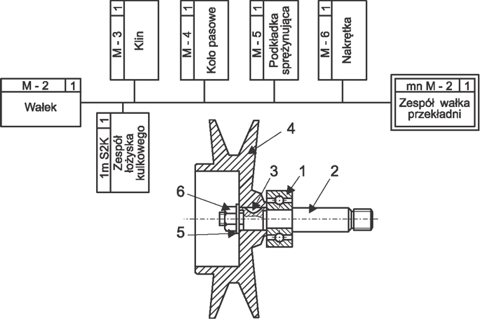
Na podstawie przedstawionego planu montażu zespołu wałka przekładni wskaż kolejność montażu jego części.
A. 6, 5, 4, 3, 1
B. 4, 5, 6, 1, 3
C. 1, 3, 4, 5, 6
D. 1, 3, 6, 5, 4
Kolejność montażu 1, 3, 4, 5, 6 jest zgodna z logiką budowy zespołu wałka przekładni przedstawioną na schemacie. Najpierw montuje się wałek (1), stanowiący bazowy element całego zespołu. Na wałek nakłada się łożysko kulkowe (3), bo to ono zapewnia prawidłowe osadzenie obrotowe oraz minimalizuje tarcie podczas pracy. Dopiero potem można dołożyć koło pasowe (4), które przekazuje moment obrotowy z innego mechanizmu napędowego. Ważne jest, by przed zamocowaniem koła pasowego wsunąć klin, ale w tym schemacie kolejność skupia się na głównych podzespołach, a klin jest elementem pomocniczym. Następnie wsuwana jest podkładka sprężynująca (5), która zabezpiecza przed luzami osiowymi, no i na końcu wszystko blokuje się nakrętką (6), zapewniającą pewność montażu i bezpieczeństwo pracy zespołu. Takie postępowanie jest zgodne z dobrymi praktykami branżowymi – czyli najpierw montuje się elementy odpowiedzialne za przenoszenie sił i podparcie, a dopiero potem ustalające i zabezpieczające. Moim zdaniem, jeśli ktoś na co dzień składa podobne mechanizmy, od razu zauważy, że inna kolejność mogłaby prowadzić do uszkodzenia łożyska lub problemów z prawidłowym osadzeniem koła. W praktyce, szczególnie w warsztatach, bardzo często można spotkać się z sytuacją, że ktoś próbuje najpierw założyć koło pasowe, a później łożysko, co kończy się koniecznością rozbiórki – dlatego zawsze warto mieć w tyle głowy ten schemat: baza, łożysko, element napędowy, zabezpieczenia.