Pytanie 1
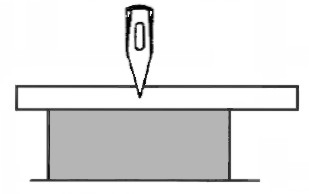
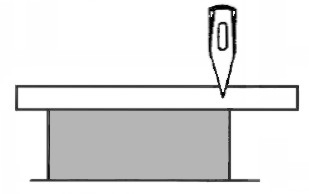
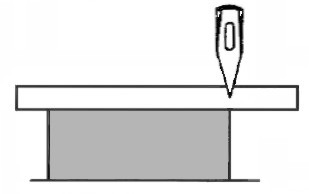
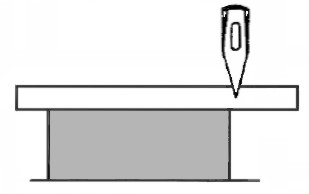
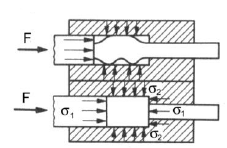
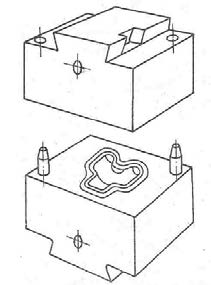
Rysunek przedstawia zabieg kucia
A. matrycowe z wypływką.
B. swobodne w kowadłach płaskich.
C. swobodne w kowadłach kształtowych.
D. w matrycy zamkniętej.
Bardzo łatwo pomylić rodzaje kucia na podstawie samego schematu, szczególnie jeśli nie ma się dużego doświadczenia praktycznego. W pytaniu pojawiły się odpowiedzi sugerujące matrycę zamkniętą czy kucie matrycowe z wypływką. W rzeczywistości kucie w matrycy zamkniętej polega na tym, że materiał jest w pełni ograniczony przez górną i dolną część matrycy, czyli narzędzia zamykają się na nim tworząc określony, powtarzalny kształt – to jest domena produkcji wielkoseryjnej, gdzie wymagana jest duża dokładność wymiarowa i powtarzalność. Typowa cecha to obecność tzw. wypływki, czyli nadmiaru materiału wyciskanego na zewnątrz matrycy, co wymaga późniejszego obcięcia. W przypadku kucia matrycowego z wypływką, proces jest bardzo podobny – tu również matryca tworzy zamkniętą przestrzeń, a wypływka jest efektem ubocznym, który trzeba usunąć w kolejnym etapie. Myślę, że sporo osób sugeruje się właśnie tym wypływaniem materiału, które w praktyce oznacza, że matryce są domknięte i precyzyjnie ograniczają kształt. Natomiast kucie swobodne w kowadłach płaskich opiera się na pracy między dwoma gładkimi powierzchniami, gdzie zmiana kształtu polega głównie na spłaszczaniu, rozciąganiu albo skracaniu metalu, bez formowania konkretnych profili. W tej metodzie nie osiąga się tak skomplikowanych konturów jak w przypadku kowadeł kształtowych. Kluczowa różnica polega na tym, że kucie swobodne w kowadłach kształtowych umożliwia uzyskanie bardziej złożonych form, ale nadal zachowujemy dużą swobodę operacyjną – nie jesteśmy ograniczeni zamkniętą przestrzenią matrycy. To są typowe pułapki w myśleniu – łatwo pomylić matrycę zamkniętą z kształtowym kowadłem, szczególnie jeśli nie widzi się narzędzi na żywo. Dobrze jest zawsze zwrócić uwagę na to, czy element jest całkowicie zamykany w narzędziu, czy pozostaje pewna dowolność i możliwość korekty kształtu przez operatora – to pomaga uniknąć pomyłek.