Pytanie 1
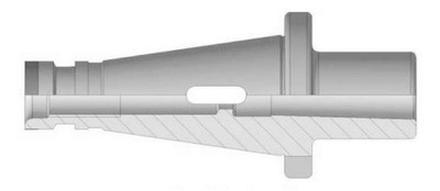
Pokazana na rysunku oprawka frezarska służy do mocowania frezów
A. z chwytem walcowym.
B. piłkowych.
C. nasadzanych.
D. z chwytem Morse'a.
Wybór odpowiedzi dotyczących frezów nasadzanych, piłkowych lub z chwytem walcowym jest błędny, ponieważ oprawka frezarska na rysunku została zaprojektowana wyłącznie do mocowania narzędzi z chwytem Morse'a. System mocowania Morse'a jest szczególnie popularny w obróbce skrawaniem, ponieważ zapewnia wyższy poziom precyzji i stabilności. Frezy nasadzane oraz piłkowe wymagają odmiennych rozwiązań mocujących, które są dostosowane do ich budowy i funkcji. Na przykład, frezy nasadzane często są mocowane w uchwytach z gwintem, co umożliwia ich szybkie i łatwe zakładanie oraz zdejmowanie, ale nie zapewnia takiej samej stabilności jak system Morse'a. Chwyt walcowy z kolei używany jest w innych kontekstach, takich jak wiertarki, i nie zapewnia takiej precyzyjnej kalibracji, jak mocowanie Morse'a. Wybór niewłaściwego systemu mocowania może prowadzić do niebezpiecznych sytuacji, takich jak odrzucenie narzędzia w trakcie obróbki, co zwiększa ryzyko uszkodzenia zarówno maszyny, jak i obrabianego materiału. Dlatego ważne jest, aby dobrze rozumieć różnice między różnymi systemami mocowania narzędzi skrawających i stosować je zgodnie z ich przeznaczeniem, aby zapewnić bezpieczeństwo i efektywność w procesie produkcyjnym.