Pytanie 1
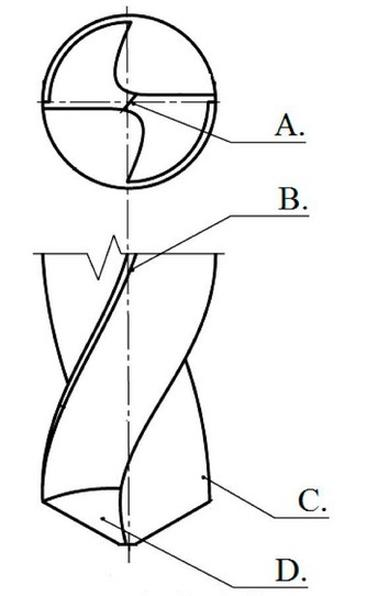
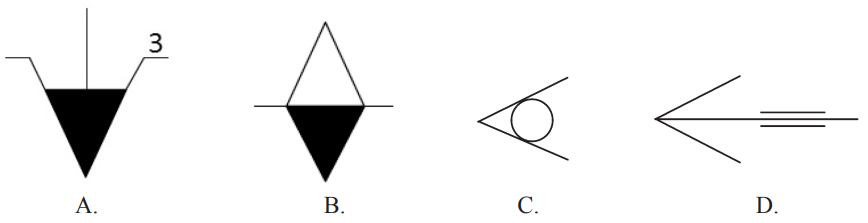
Którym narzędziem należy wykonać rowek pod wpust pokazany na zdjęciu?
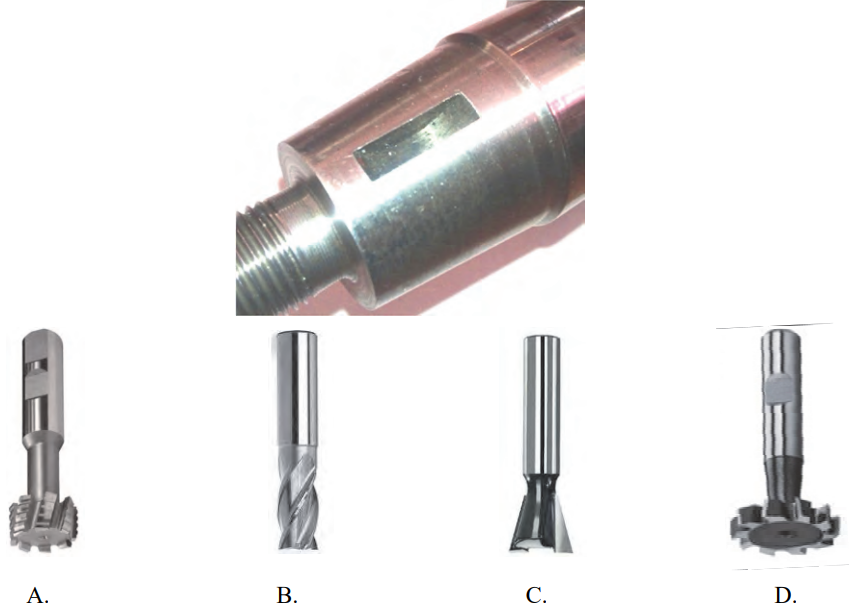
A. D.
B. A.
C. C.
D. B.
Wybierając inne narzędzia niż frez wpustowy, jak na przykład wiertło spiralne czy frez modułowy, możesz napotkać duże problemy w procesie obróbki. Wiertło spiralne, chociaż dobrze się sprawdza do robienia otworów, nie jest w stanie uformować rowków pod wpusty, bo jego geometria ostrza nie nadaje się do tego. Frez modułowy, który głównie używa się do obróbki zębatek, ma zupełnie inną geometrię i nie nadaje się do robienia rowków. A frez trzpieniowy do rowków prostych? Też nie ma odpowiednich kształtów, żeby skrawać wzdłuż rowka wpustowego. No i wybierając niewłaściwe narzędzie, możesz mieć później problem z jakością detalu, co oznacza więcej poprawek albo wymiany materiału. Do tego, używając narzędzi niespecjalnie przystosowanych do konkretnego zadania, stwarzasz ryzyko dla swojego bezpieczeństwa i sprzętu, co zdecydowanie nie jest zgodne z dobrymi praktykami w obróbce.