Pytanie 1
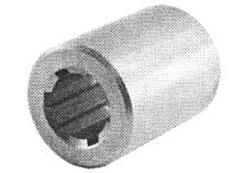
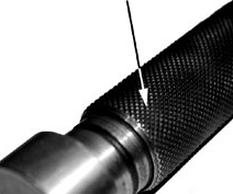
Obróbkę powierzchni wskazanej na ilustracji strzałką należy wykonać w operacji
A. frezowania.
B. radełkowania.
C. gwintowania.
D. szlifowania.
Radełkowanie jest procesem obróbczej powierzchni, który ma na celu wytworzenie rowków lub wzorów na metalowej powierzchni, co znacząco zwiększa jej chropowatość oraz poprawia chwyt. W przypadku części maszynowej przedstawionej na ilustracji, wyraźnie widoczne rowki są typowe dla tego procesu. Radełkowanie jest szeroko stosowane w produkcji narzędzi oraz elementów, które wymagają konkretnej tekstury, na przykład w mechanizmach, gdzie odbywa się połączenie z innymi elementami. Dzięki właściwej chropowatości, elementy radełkowane minimalizują możliwość poślizgu podczas użytkowania. W branży inżynieryjnej, stosuje się różne narzędzia do radełkowania, takie jak radełka ręczne czy maszynowe, które pozwalają na precyzyjne wytwarzanie wymagań projektowych. Zgodnie z najlepszymi praktykami, proces ten powinien być realizowany w odpowiednich warunkach, aby zapewnić wysoką jakość i trwałość obrabianych powierzchni.