Pytanie 1
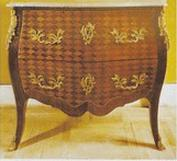
W historycznej komodzie rokokowej uszkodzeniu uległy dwa uchwyty z brązu. Na czym powinna polegać renowacja tej komody?
A. Zostawieniu szuflad bez brakujących uchwytów
B. Zamontowaniu takich samych uchwytów do wszystkich szuflad
C. Zamocowaniu specjalnie wykonanej kopii tych uchwytów
D. Zastąpieniu brakujących uchwytów podobnymi kupionymi w sklepie
Wybór zamocowania specjalnie wykonanej kopii uchwytów jest zgodny z zasadami konserwacji i renowacji zabytków. Tego rodzaju podejście nie tylko zachowuje autentyczność obiektu, ale także jego historyczną wartość. Zastosowanie oryginalnych technik i materiałów, takich jak brąz, w procesie odtwarzania brakujących elementów jest kluczowe dla zachowania integralności estetycznej i funkcjonalnej komody. Stosując techniki rzemieślnicze, takie jak odlewanie w formach, można uzyskać uchwyty, które będą nie tylko wizualnie zgodne z oryginałem, ale również odpowiednio wytrzymałe. Dodatkowo, renowatorzy powinni starać się określić dokładny styl i epopeję oryginalnych uchwytów, aby wiernie je odwzorować, co w dłuższej perspektywie zwiększa wartość zabytku. Używanie specjalnie wykonanych kopii wspiera zachowanie dziedzictwa kulturowego oraz przekazuje umiejętności tradycyjne wśród nowych pokoleń rzemieślników.