Pytanie 1
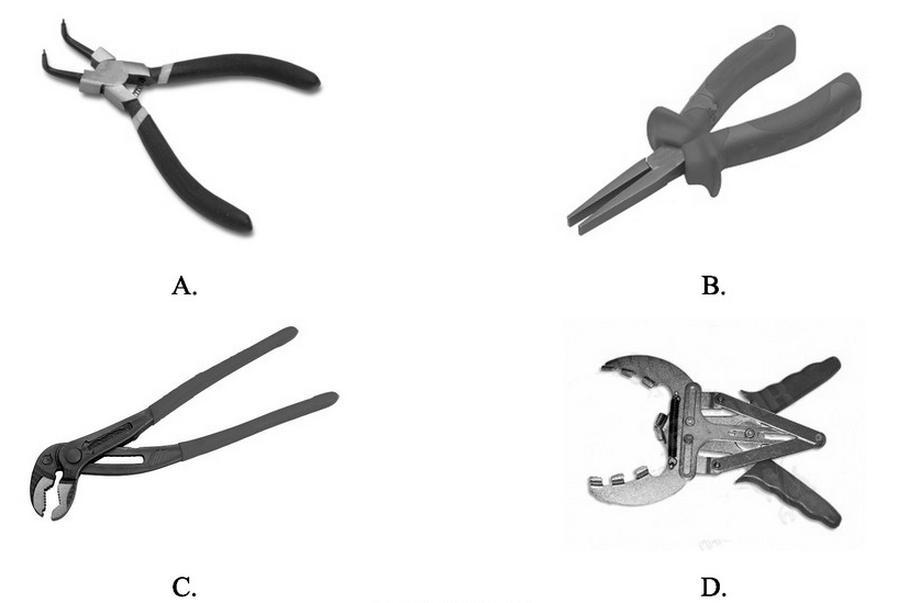
Przedstawione na ilustracji łączenie blach odbywa się metodą

A. zgrzewania.
B. wciskania.
C. przetłaczania.
D. nitowania.
Zgrzewanie to jedna z kluczowych metod łączenia blach, która wykorzystuje energię elektryczną do wytwarzania ciepła poprzez opór elektryczny. W procesie tym elektrody są przyłożone do końców blach, co umożliwia przepływ prądu, prowadząc do lokalnego stopienia materiału w miejscu złącza. Wysoka temperatura powstająca w tym procesie sprawia, że cząsteczki metalu zaczynają się przemieszczać, a po ochłodzeniu następuje ich związanie w mocne i trwałe połączenie. Zgrzewanie jest szeroko stosowane w przemyśle motoryzacyjnym i konstrukcyjnym, gdzie wymagana jest wysoka wytrzymałość połączeń. Przykładem może być łączenie elementów karoserii samochodowej, gdzie zgrzewanie umożliwia osiągnięcie minimalnej wagi przy zachowaniu wysokiej odporności na obciążenia mechaniczne. Dobrą praktyką w branży jest stosowanie zgrzewania jako metody łączenia materiałów o podobnych właściwościach fizycznych, co zwiększa efektywność procesu i jakość finalnego produktu.