Pytanie 1
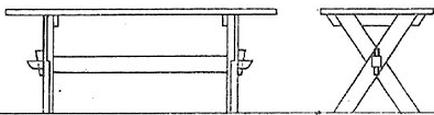
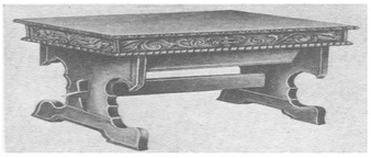
Stół przedstawiony na zdjęciu pochodzi z epoki
A. gotyku.
B. rokoko.
C. renesansu.
D. baroku.
Analizując niepoprawne odpowiedzi, można zauważyć, że odpowiedzi związane z barokiem, rokoko oraz renesansem opierają się na mylnych założeniach dotyczących stylów i okresów w historii sztuki. Barok, który pojawił się w XVII wieku, charakteryzował się przepychem, krzywymi liniami oraz bogatymi zdobieniami, co stoi w sprzeczności z prostotą i masywnością mebli gotyckich. Odpowiedzi odwołujące się do rokoko również są mylne, ponieważ ten styl, rozwijający się w XVIII wieku, kładł nacisk na lekkość, asymetrię oraz finezyjne dekoracje, co znacząco różni się od surowego, a zarazem monumentalnego stylu gotyckiego. Renesans, z kolei, był okresem, w którym nawiązano do klasycznych wzorców i proporcji, a meble cechowały się większą elegancją i harmonią, co również nie pasuje do opisanego stołu. Te błędne odpowiedzi wynikają często z niepełnego zrozumienia kluczowych różnic między epokami, jak i pomylenia cech stylów. Kluczowym błędem jest generalizowanie i zakładanie, że wszystkie meble z danej epoki są do siebie podobne, co jest nieprawdziwe. Właściwe rozpoznanie cech stylów wymaga zrozumienia nie tylko kontekstu historycznego, ale także analizy formy, funkcji i estetyki mebli z danego okresu.