Pytanie 1
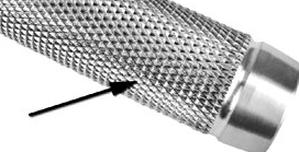
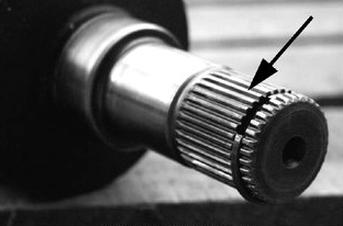
Którą obrabiarkę stosuje się w celu wykonania rowków w części pokazanej na ilustracji?

A. Wypalarkę plazmową.
B. Przeciągarkę.
C. Strugarkę wzdłużną.
D. Wiertarkę.
Wiertarka jako wybór do robienia rowków to nie jest najlepszy pomysł, bo jej główną rolą jest robienie otworów, a nie obróbka powierzchni profilowanych. Może i wiertarka jest uniwersalna, ale nie nadaje się za bardzo do precyzyjnego formowania rowków. Strugarka wzdłużna natomiast, chociaż jest narzędziem skrawającym, głównie zajmuje się obróbką płaskich powierzchni, więc też nie da rady przy cylindrycznych rowkach. A wypalarka plazmowa? No cóż, ona jest do cięcia materiałów, a nie do obróbki rowków, bo działa na zasadzie wysokotemperaturowej plazmy, co jest zupełnie inną bajką. Często ludzie mylą funkcje i możliwości różnych narzędzi, przez co podejmują złe decyzje podczas produkcji. Żeby dobrze stosować narzędzia do obróbki, warto zrozumieć, do czego służą i jakie mają ograniczenia. To pozwoli na poprawną optymalizację procesu i osiągnięcie zamierzonych efektów. Źle dobrane narzędzie może wpłynąć na jakość produktu, a do tego jeszcze zwiększy koszty przez konieczność napraw.