Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 30/40 punktów (75,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie narzędzie wykorzystuje się do oceny bicia promieniowego uchwytu tokarskiego?
Podczas czyszczenia części maszyn środkiem CleanWay 153, zgodnie z Kartą charakterystyki produktu należy stosować następujące środki ochrony indywidualnej:
| Wyciąg z Karty charakterystyki produktu CleanWay 153 | |
|---|---|
| 2. Identyfikacja zagrożeń | |
| Zagrożenia dla człowieka: Produkt drażniący. Działa drażniąco na oczy i skórę. | |
| Zagrożenia dla środowiska: Produkt nie jest niebezpieczny dla środowiska. | |
| 4. Pierwsza pomoc | |
| Wdychanie: W przypadku ostrego zatrucia poszkodowanego natychmiast usunąć z zanieczyszczonej atmosfery, jeżeli jest to konieczne zastosować sztuczne oddychanie, wezwać pomoc lekarską. | |
| Kontakt ze skórą: Zdjąć zanieczyszczoną odzież. Skażoną skórę umyć wodą z mydłem. W przypadku wystąpienia podrażnienia skonsultować się z lekarzem. Zabrudzoną odzież przed następnym użyciem wyprać. | |
| Kontakt z oczami: Skażone oczy płukać czystą wodą przez 15 minut. Chronić nie podrażnione oko, wyjąć szkła kontaktowe. Skontaktować się z lekarzem. | |
| Spożycie: Nie powodować wymiotów. Przepłukać usta wodą. Wezwać lekarza. |
Osoba obsługująca piec do obróbki cieplnej metali powinna być zaopatrzona w
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Niewielkie uszkodzenia wielowypustów na wałkach można usunąć przez
W trakcie korzystania z dźwignika hydraulicznego dozwolone jest
Właściwe podnoszenie ciężkich przedmiotów polega na
Kształt materiału uzyskuje się poprzez deformację plastyczną metalu pomiędzy obracającymi się walcami w trakcie
Wstępne weryfikowanie poprawności funkcjonowania poszczególnych elementów po naprawie lub remoncie obrabiarek powinno odbywać się
Aby zamontować długą tulejkę w obudowie maszyny lub urządzenia, należy użyć
Przedstawione na rysunku złącze uzyskuje się za pomocą spoiny

Jakie pierwiastki stopowe są obecne w stali 30HGS?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z metali używanych jako dodatek stopowy podnosi odporność stali na korozję?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie narzędzia służą do oceny luzów oraz odchyleń płaskości powierzchni?
Śruby w płycie, jak na przedstawionym rysunku, należy dokręcać w następującej kolejności:
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych opisów dotyczy metody montażu polegającej na indywidualnym dopasowaniu?
Jakie urządzenie wykorzystywane jest do pomiaru ciśnienia oleju w systemie smarowania?
Jaką objętość przyjmie gaz w cylindrze z ruchomym tłokiem, podgrzewany izobarycznie do temperatury T2=1200 K, jeśli przy temperaturze T1=300 K miał objętość V1=4 m3?
Na rysunku przedstawiono klucz

Jakie narzędzie wykorzystuje się do określenia luzu międzyzębnego w zainstalowanych kołach zębatych?
Przed zamontowaniem gumowych pierścieni uszczelniających tłok siłownika, należy
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Montaż, w którym osiąga się określoną tolerancję wymiarów poprzez odpowiednie zestawianie elementów podzielonych na grupy o węższych tolerancjach, realizowany jest według zasady
Rodzaj obróbki skrawaniem, w której narzędzie wykonuje ruch obrotowy oraz równocześnie prostoliniowy ruch posuwowy, to
W celu zapewnienia odpowiedniego tłumienia drgań, jaki materiał najlepiej zastosować do odlewanego korpusu obrabiarki?
Podczas montażu przekładni przedstawionej na rysunku należy zapewnić
Głównym czynnikiem stwarzającym ryzyko dla wzroku spawacza podczas spawania łukiem elektrycznym jest
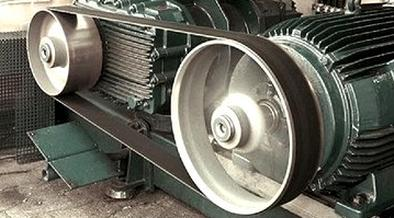
Przyrząd przedstawiony na zdjęciu stosuje się do

Chromowanie galwaniczne jako technika zabezpieczająca przed korozją polega na
Siła F=100 N rzucona na oś równoległą do niej, ma wartość
Uszkodzenia zębów koła zębatego przedstawionego na zdjęciu powstały w wyniku

Który z podanych wskaźników ma najmniejszy wpływ na niezawodność operacyjną maszyn?
Podczas montażu łożysk tocznych należy je podgrzać
Po zakończeniu pracy na tokarce, łoże należy nasmarować
Jaką długość osiągnie rozciągany pręt o początkowej długości 500 mm, jeśli jego wydłużenie jednostkowe wynosi 0,04?