Pytanie 1
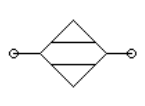
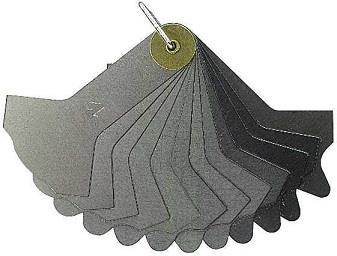
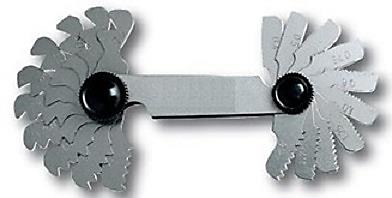
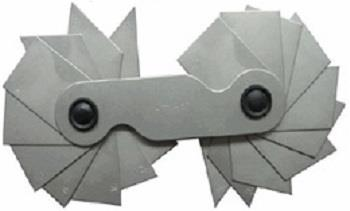
Który wzornik służy do sprawdzania promieni wewnętrznych i zewnętrznych?
A. Wzornik 3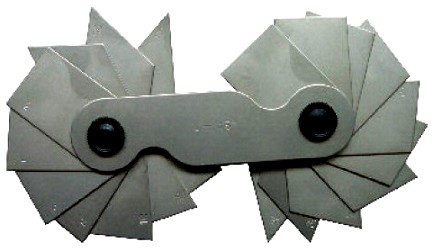
B. Wzornik 2
C. Wzornik 1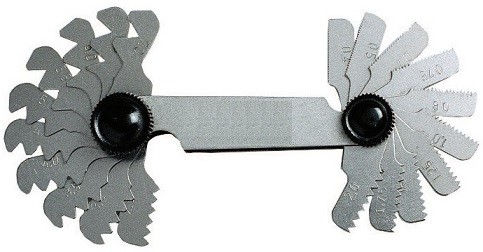
D. Wzornik 4
Wzornik numer 4 to właśnie wzornik do sprawdzania promieni wewnętrznych i zewnętrznych. Moim zdaniem to jedno z bardziej praktycznych narzędzi w codziennej pracy ślusarza, mechanika czy nawet tokarza. Dzięki takiemu wzornikowi można w łatwy sposób porównać promień łuku na detalu z odpowiednią płytką wzorcową – nie trzeba sięgać po skomplikowane przyrządy pomiarowe, a dokładność przy typowych zastosowaniach warsztatowych jest w zupełności wystarczająca. Wzornik promieniowy posiada płytki o różnych promieniach, z wyraźnym oznaczeniem rozmiaru, dzięki czemu bardzo szybko można znaleźć odpowiedni szablon i ocenić zgodność wykonania z dokumentacją techniczną. Warto zwrócić uwagę, że wzorniki promieniowe są zalecane zarówno przez normy branżowe, jak i przez większość instrukcji technologicznych – zwłaszcza tam, gdzie promienie nie są newralgiczne dla bezpieczeństwa konstrukcji, ale muszą spełniać wymogi wykończeniowe lub estetyczne. Z doświadczenia wiem, że dobrze jest zawsze przed pomiarem zadbać o czystość i brak zadziorów na wzorniku, bo każda niedokładność może wypaczyć odczyt. Sam wzornik jest lekki, poręczny, prawie się nie zużywa. Naprawdę, jeśli ktoś raz się do niego przyzwyczai, to ciężko potem wrócić do innych, mniej wygodnych metod.