Pytanie 1
Na rysunku przedstawiono oznaczenie tolerancji
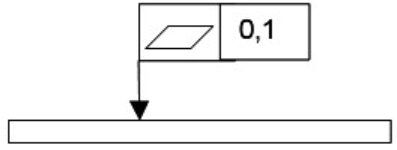
A. płaskości.
B. prostoliniowości.
C. walcowości.
D. symetrii.
Odpowiedź dotycząca tolerancji płaskości jest poprawna, ponieważ na rysunku widoczny jest odpowiedni symbol, który reprezentuje tę tolerancję. Tolerancja płaskości jest kluczowa w inżynierii mechanicznej, ponieważ definiuje dopuszczalne odchylenie od idealnie płaskiej powierzchni, co ma zasadnicze znaczenie w produkcji i montażu elementów. Przykładowo, w przypadku części zamiennych do maszyn, takich jak prowadnice czy łożyska, płaskość powierzchni ma istotny wpływ na ich prawidłowe funkcjonowanie oraz trwałość. Zgodnie z normą ISO 1101, tolerancja płaskości jest definiowana jako obszar, w którym może znajdować się rzeczywista powierzchnia, co pozwala na eliminację problemów związanych z nierównościami. W praktyce, stosowanie tolerancji płaskości umożliwia zwiększenie precyzji wykonania elementów, co przekłada się na lepszą jakość końcowego produktu oraz na mniejsze ryzyko awarii mechanicznych.