Pytanie 1
Która komenda odpowiada za przesunięcie punktu odniesienia przedmiotu obrabianego?
A. G95
B. G57
C. G17
D. G33
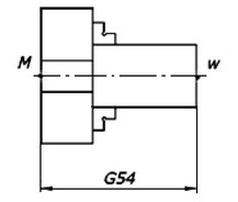
Odpowiedź G57 jest jak najbardziej trafna, bo ta funkcja w obrabiarkach CNC służy do przesunięcia punktu zerowego naszego przedmiotu. Używając G57, możemy dokładnie określić, gdzie jest ten punkt zerowy w danym układzie współrzędnych. To się mega przydaje, zwłaszcza gdy pracujemy z różnymi detalami, bo dzięki temu każdy z nich można ustawić w swoim miejscu. W branży obróbczej to kluczowe, żeby punkt zerowy był dobrze określony, bo jak go pomylimy, to możemy stracić materiał. Wprowadzając G57, operatorzy łatwiej zarządzają detalami na stole roboczym, co jest zgodne z tym, co robi się najlepiej w obróbce CNC. Dzięki temu możemy mieć większą dokładność i powtarzalność w produkcji.