Pytanie 1
Na diagramie przedstawiono wykres łamania wióra dla płytki CCGT 060202-1L, która służy do obróbki
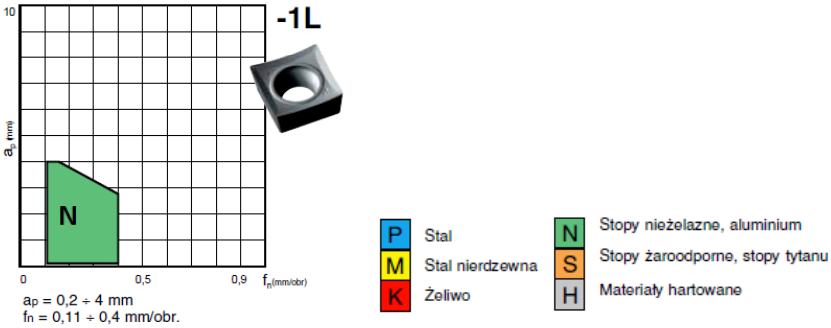
A. wykańczającej aluminium.
B. wykańczającej żeliwa.
C. zgrubnej stali.
D. zgrubnej stali nierdzewnej.
Odpowiedź "wykańczającej aluminium" jest poprawna, ponieważ płytka CCGT 060202-1L jest przeznaczona do obróbki stóp nieżelaznych, a aluminium jest najczęściej obrabianym materiałem w tej kategorii. Na diagramie wykres łamania wióra pokazuje, jak zachowuje się materiał podczas obróbki, co jest kluczowe dla procesu skrawania. Prawidłowe dobranie narzędzi skrawających do konkretnego materiału ma fundamentalne znaczenie dla jakości obróbki oraz trwałości narzędzi. W przypadku aluminium, istotne jest zastosowanie odpowiednich parametrów skrawania, które zapobiegają zjawisku przyklejania się wiórów do narzędzia. Dobrą praktyką jest również analiza wykresu łamania wióra, aby dostosować prędkości obrotowe i posuw do specyfikacji materiału, co znacząco wpływa na efektywność procesu obróbczej. Dodatkowo, w przypadku obróbki aluminium, zaleca się stosowanie chłodziwa, co również może być istotne przy pracy z tym materiałem.