Pytanie 1
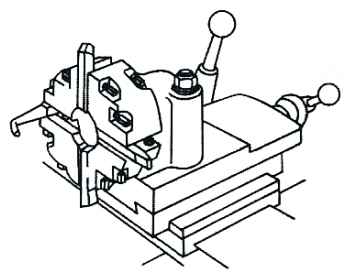
Trzpień tokarski jest wykorzystywany do mocowania oraz ustalania
A. wałków opartych na gwintowanej zewnętrznej powierzchni walcowej
B. wałów mimośrodowych bazujących na zewnętrznej powierzchni czopa
C. tulei, która jest bazowana na zewnętrznej powierzchni walcowej
D. przedmiotu obrabianego, który opiera się na idealnie obrobionym otworze
Patrząc na zastosowanie trzpienia tokarskiego, niektóre odpowiedzi wskazują na inne metody mocowania, które jakoś średnio pasują do najlepszych praktyk w obróbce skrawaniem. Bazowanie na zewnętrznych powierzchniach, jak w przypadku wałów mimośrodowych czy tulei, może przysparzać problemów z precyzją. Wiem, że te powierzchnie mogą być dobrze obrobione, ale nie zawsze zapewniają stabilność, jaką daje mocowanie na otworze. Co więcej, wybór mocowania z nagwintowaną powierzchnią walcową często jest nietrafiony, bo wiąże się z ryzykiem luzów i drgań, co na pewno nie sprzyja jakości obróbki. W przemyśle, gdzie precyzja jest mega ważna, lepiej unikać powierzchni, które mogą się odkształcać albo są mniej stabilne. W praktyce ważne jest, by znać zasady bazowania, bo złe wybory mogą prowadzić do wadliwych detali, a w dłuższym okresie wpływają na koszty produkcji i jakość gotowych produktów.