Pytanie 1
Na podstawie parametrów w cyklu stałym określ, ile wynosi średnica zewnętrzna gwintu.
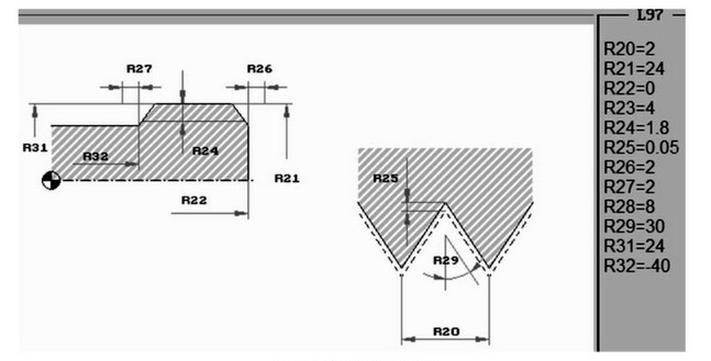
A. 8 mm
B. 24 mm
C. 30 mm
D. 40 mm
Wybór niepoprawnej odpowiedzi na pytanie o średnicę zewnętrzną gwintu może wynikać z kilku typowych błędów myślowych. Przykładowo, odpowiedzi takie jak 30 mm, 8 mm czy 40 mm mogą być efektem nieporozumienia dotyczącego interpretacji rysunku technicznego. Użytkownicy, którzy wskazali te wartości, mogą nie uwzględniać rzeczywistych wymiarów określonych w dokumentacji technicznej, co jest kluczowe w inżynierii. Rysunki techniczne zawierają precyzyjne wymiary, które muszą być przestrzegane, aby zapewnić kompatybilność i funkcjonalność komponentów. Odpowiedź 30 mm jest zbyt duża w kontekście standardowych wymiarów gwintów, co może sugerować, że osoba oceniająca rysunek nie zrozumiała skali lub nie uwzględniła innych elementów konstrukcyjnych, które mogły wpłynąć na taki wybór. Z kolei 8 mm jest zbyt małą średnicą, co może świadczyć o braku wiedzy na temat typowych wymiarów gwintów stosowanych w danej aplikacji. Warto również zauważyć, że średnica 40 mm wykracza poza zakres standardowych wymiarów dla wielu gwintów, co może być wynikiem niewłaściwej analizy rysunku lub stosowania nieaktualnych norm. Zrozumienie zasad i parametrów dotyczących gwintów jest kluczowe w procesie projektowania i produkcji, a ich właściwe określenie ma istotne znaczenie dla bezpieczeństwa i trwałości końcowych wyrobów.