Pytanie 1
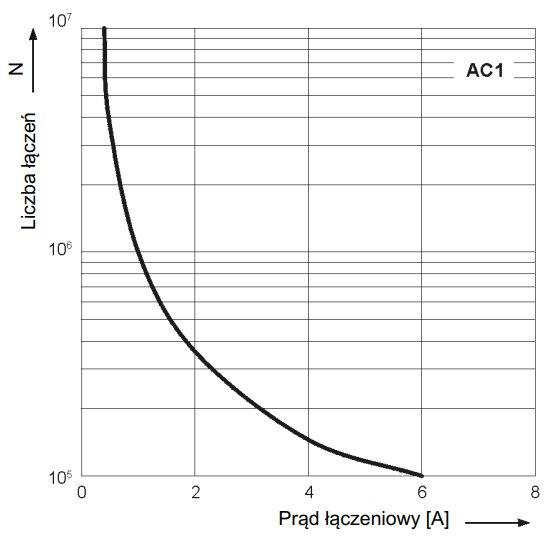
W dokumentacji techniczno-ruchowej producent umieścił charakterystykę trwałości łączeniowej w funkcji prądu obciążenia przekaźnika czasowego. Ile wynosi liczba łączeń przekaźnika dla prądu łączeniowego równego 1 A?
A. N = 2·10⁶
B. N = 1·10⁶
C. N = 5·10⁵
D. N = 1·10⁵
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Dobrze rozpoznałeś zależność z wykresu charakterystyki trwałości łączeniowej przekaźnika. Dla prądu łączeniowego o wartości 1 A odczyt z wykresu wskazuje, że liczba możliwych cykli załączeń wynosi około 1·10⁶, czyli milion operacji. Takie informacje są kluczowe przy projektowaniu układów automatyki, gdzie przewiduje się częste cykle pracy. Moim zdaniem, jednym z najważniejszych aspektów jest planowanie konserwacji – wiedząc, ile cykli może wytrzymać przekaźnik, można dużo lepiej zaplanować wymiany serwisowe czy okresy przeglądów technicznych. Warto też pamiętać, że dla wyższych prądów trwałość gwałtownie spada – to typowe dla większości przekaźników, szczególnie w kategorii AC1, gdzie obciążenie jest rezystancyjne. Branżowe standardy, jak np. PN-EN 60947-5-1, kładą nacisk właśnie na takie charakterystyki i zalecają, by zawsze brać pod uwagę nie tylko maksymalny prąd, ale i wymaganą żywotność przy konkretnym obciążeniu. W praktyce inżynierskiej często wybiera się przekaźniki z dużym zapasem trwałości, by uniknąć awarii w newralgicznych momentach. Z własnego doświadczenia – to jeden z tych wykresów, które warto mieć zawsze pod ręką przy projektowaniu rozdzielnic czy układów sterowania.
Dobrze rozpoznałeś zależność z wykresu charakterystyki trwałości łączeniowej przekaźnika. Dla prądu łączeniowego o wartości 1 A odczyt z wykresu wskazuje, że liczba możliwych cykli załączeń wynosi około 1·10⁶, czyli milion operacji. Takie informacje są kluczowe przy projektowaniu układów automatyki, gdzie przewiduje się częste cykle pracy. Moim zdaniem, jednym z najważniejszych aspektów jest planowanie konserwacji – wiedząc, ile cykli może wytrzymać przekaźnik, można dużo lepiej zaplanować wymiany serwisowe czy okresy przeglądów technicznych. Warto też pamiętać, że dla wyższych prądów trwałość gwałtownie spada – to typowe dla większości przekaźników, szczególnie w kategorii AC1, gdzie obciążenie jest rezystancyjne. Branżowe standardy, jak np. PN-EN 60947-5-1, kładą nacisk właśnie na takie charakterystyki i zalecają, by zawsze brać pod uwagę nie tylko maksymalny prąd, ale i wymaganą żywotność przy konkretnym obciążeniu. W praktyce inżynierskiej często wybiera się przekaźniki z dużym zapasem trwałości, by uniknąć awarii w newralgicznych momentach. Z własnego doświadczenia – to jeden z tych wykresów, które warto mieć zawsze pod ręką przy projektowaniu rozdzielnic czy układów sterowania.