Pytanie 1
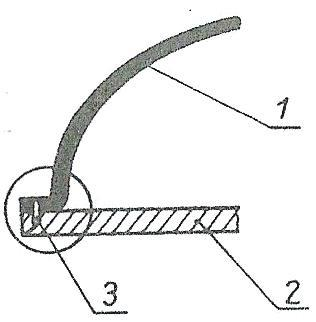
Numerem 1 oznaczono na rysunku ścienianie

A. tępe.
B. stępione.
C. wklęsłe.
D. ostre.
Ścienianie, które oznaczono numerem 1 na rysunku, jest typową cechą wykończenia krawędzi stosowaną zwłaszcza przy łączeniu dwóch fragmentów materiału, np. skóry w produkcji obuwia czy galanterii. Częstym błędem jest mylenie pojęcia 'ostre' ze 'stępionym' lub 'tępym' ścienianiem, bo w praktyce te terminy oznaczają zupełnie inne podejście do wykończenia krawędzi. Stępione lub tępe ścienianie stosuje się raczej tam, gdzie nie zależy nam na bardzo cienkiej i niewidocznej krawędzi, a raczej na wzmocnieniu połączenia lub tam, gdzie wytrzymałość materiału jest ważniejsza od wyglądu. To rozwiązanie często spotyka się w produktach roboczych, gdzie liczy się trwałość, ale nie tak bardzo estetyka. Z kolei ścienianie wklęsłe jest pojęciem mniej spotykanym i zwykle odnosi się do specyficznych technik formowania krawędzi, ale nie jest to przypadek widoczny na tym rysunku. Moim zdaniem, wybór między tymi typami ścieniania to nie tylko kwestia technologii, ale też funkcji wyrobu i oczekiwań klientów. Najczęstszy błąd to założenie, że każda cienka krawędź to już ścienianie ostre, albo wręcz odwrotnie – że wystarczy ją lekko zmatowić i już mamy dobrą jakość. W praktyce, ścienianie ostre (czyli to, które jest na rysunku) wymaga dokładnego zbiegnięcia materiału do bardzo cienkiej linii, co daje efekt lekkości i elegancji. Z mojego doświadczenia wynika, że błędne rozumienie tych pojęć prowadzi najczęściej do nieestetycznych połączeń albo do problemów z trwałością gotowego produktu. Warto więc pamiętać, że każdy typ ścieniania ma swoje miejsce, ale w przypadku tego konkretnego rysunku – najlepszą odpowiedzią jest właśnie 'ostre', bo to odpowiada technice stosowanej w wyrobach wyższej jakości.