Pytanie 1
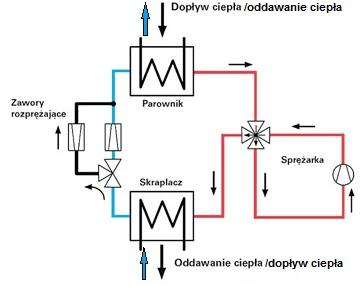
Pomiary ciśnienia parowania wykonuje się
A. między sprężarką a skraplaczem chłodzonym powietrzem.
B. po stronie wysokiego ciśnienia układu chłodniczego.
C. po stronie niskiego ciśnienia układu chłodniczego.
D. między skraplaczem a termostatycznym zaworem rozprężnym.
Pomiar ciśnienia parowania wykonuje się zawsze po stronie niskiego ciśnienia układu chłodniczego, czyli najczęściej między wyjściem z parownika a wejściem do sprężarki. To właśnie tam czynnik chłodniczy znajduje się w stanie pary o niskim ciśnieniu i niskiej temperaturze. Taki pomiar jest kluczowy, bo pozwala prawidłowo ocenić pracę parownika i określić, czy proces odparowania przebiega poprawnie – czy przypadkiem nie dochodzi do przegrzewania bądź zalania sprężarki cieczą. W praktyce serwisowej zawsze, gdy ustawiamy zawór rozprężny albo diagnozujemy usterki związane z wydajnością chłodzenia, to właśnie na manometrze po stronie niskiego ciśnienia sprawdzamy parametry i analizujemy odczyty. Moim zdaniem, bez umiejętności właściwego zlokalizowania punktu pomiarowego można by się mocno pogubić przy szukaniu problemów z instalacją. Branżowe normy, jak chociażby PN-EN 378, jasno podają, że pomiary kontrolne prowadzi się na stronach niskiego i wysokiego ciśnienia oddzielnie, a ciśnienie parowania – właśnie na tej pierwszej. Warto dodać, że prawidłowy odczyt ciśnienia parowania pozwala też obliczyć temperaturę odparowania, co jest ekstremalnie ważne dla efektywności całego chłodzenia. Bez tego ani rusz przy prawdziwej eksploatacji czy naprawach. Szczerze, jeśli ktoś się zajmuje chłodnictwem zawodowo, to ta wiedza jest absolutną podstawą i raczej nie budzi kontrowersji wśród praktyków.