Pytanie 1
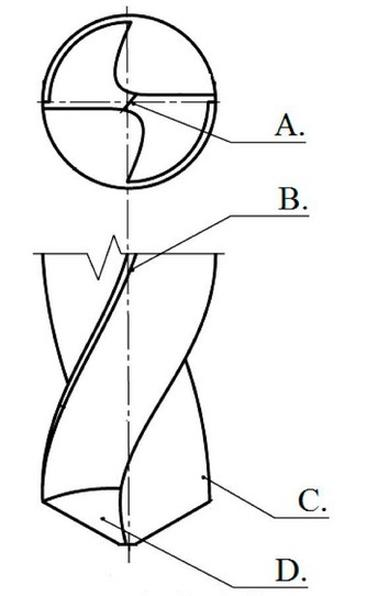
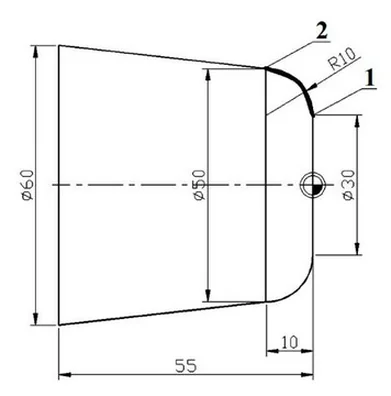
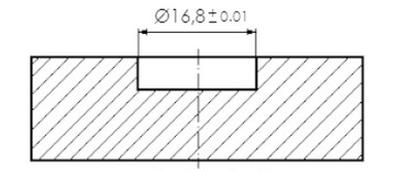
Którym przyrządem pomiarowym należy zmierzyć średnicę otworu jak na przedstawionym rysunku?
A. Średnicówką mikrometryczną składaną.
B. Suwmiarką uniwersalną.
C. Mikrometrem zewnętrznym.
D. Średnicówką mikrometryczną trójpunktową.
Średnicówka mikrometryczna trójpunktowa to narzędzie pomiarowe, które zostało zaprojektowane specjalnie do precyzyjnego mierzenia średnic otworów. Umożliwia pomiar średnic wewnętrznych z wysoką dokładnością, co jest kluczowe w zastosowaniach inżynieryjnych, gdzie tolerancje mogą wynosić zaledwie +0.01 mm. Narzędzie to osiąga precyzję dzięki zastosowaniu trzech punktów kontaktowych, co eliminuje błędy wynikające z nieregularności otworu. Takie pomiary są szczególnie istotne w branżach takich jak motoryzacja, lotnictwo czy medycyna, gdzie dokładność wymiarowa ma bezpośredni wpływ na bezpieczeństwo i funkcjonalność komponentów. W praktyce, średnicówka mikrometryczna trójpunktowa jest wykorzystywana do kontroli jakości produktów, a także przy projektowaniu maszyn i urządzeń. Warto również zauważyć, że stosowanie tej metody pomiaru jest zgodne z normami ISO oraz zaleceniami dotyczącymi pomiarów inżynieryjnych, co czyni ją narzędziem niezawodnym i powszechnie akceptowanym.