Pytanie 1
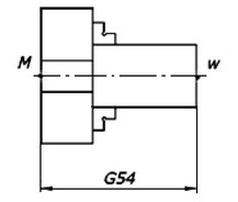
Którego narzędzia stosowanego na obrabiarce CNC, dotyczą informacje zapisane w ramce?
| 1. | Przesunięcie w osi X (L1) |
| 2. | Przesunięcie w osi Z (L2) |
| 3. | Promień płytki wieloostrzowej. |
A. Freza palcowego.
B. Gwintownika.
C. Noża tokarskiego.
D. Nawiertaka.
Wybór narzędzi skrawających, takich jak gwintownik, freza palcowa czy nawiertak, w kontekście obróbki na tokarkach CNC jest niewłaściwy z kilku kluczowych powodów. Gwintownik, sporadycznie używany na tokarkach, jest narzędziem przeznaczonym specjalnie do wytwarzania gwintów, co nie jest bezpośrednio związane z informacjami o przesunięciach w osiach X i Z ani promieniu płytki. Freza palcowa, z drugiej strony, jest narzędziem bardziej typowym dla frezarek, gdzie ruchy odbywają się w trzech lub więcej osiach, co również nie odpowiada charakterystyce tokarki CNC. Nawiertak, choć użyteczny w kontekście wiercenia otworów, nie jest zdefiniowany przez parametry związane z obróbką na tokarkach, które koncentrują się na toczeniu i skrawaniu. Kluczowym błędem w myśleniu jest przypisanie tych narzędzi do kontekstu, w którym podstawowe parametry skrawania są zdefiniowane głównie przez nóż tokarski. Zrozumienie tych różnic jest niezbędne dla efektywnej obsługi obrabiarki i osiągania optymalnych wyników produkcyjnych.