Pytanie 1
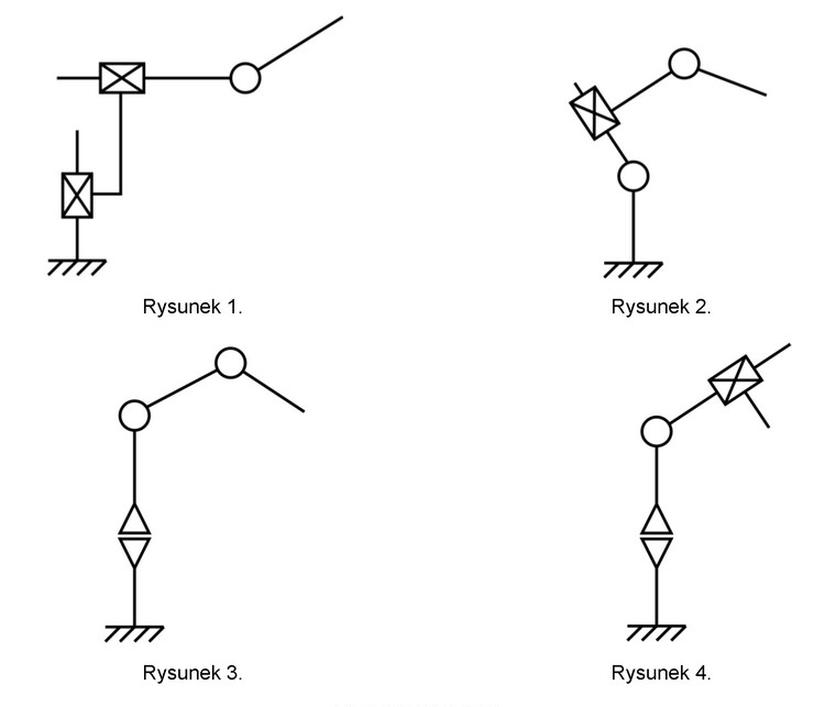
Którego symbolu graficznego należy użyć w celu przedstawienia na schemacie łożyska tocznego wzdłużnego jednostronnego?

A. A.
B. C.
C. B.
D. D.
Wybór odpowiedzi, która nie jest symbolizowany w odpowiedzi A., wskazuje na powszechne nieporozumienia dotyczące konwencji rysunku technicznego oraz symboliki stosowanej w inżynierii mechanicznej. Zrozumienie właściwych symboli graficznych jest kluczowe, ponieważ niewłaściwe oznaczenie elementów może prowadzić do istotnych błędów w projektowaniu, a w konsekwencji także w produkcji i eksploatacji. W przypadku błędnych symboli, takich jak te zawarte w odpowiedziach B., C. i D., istnieje ryzyko, że nie będą one odpowiednio przedstawiały charakterystyki łożyska tocznego wzdłużnego jednostronnego, co może wprowadzać w błąd osoby zajmujące się jego montażem czy konserwacją. Oznacza to, że niewłaściwe symbole mogą sugerować niepoprawne zasady działania lub właściwości fizyczne, jak np. kierunek obrotów czy specyfikacje dotyczące obciążenia. Typowe błędy myślowe prowadzące do takich niepoprawnych wyborów często obejmują zrozumienie kontekstu, w jakim dany symbol jest używany, oraz znajomość standardów branżowych, takich jak ISO czy DIN. Ważne jest, aby inżynierowie i technicy byli świadomi tych norm, aby unikać nieporozumień i zapewniać zgodność projektów z wymaganiami jakościowymi oraz bezpieczeństwa.