Pytanie 1
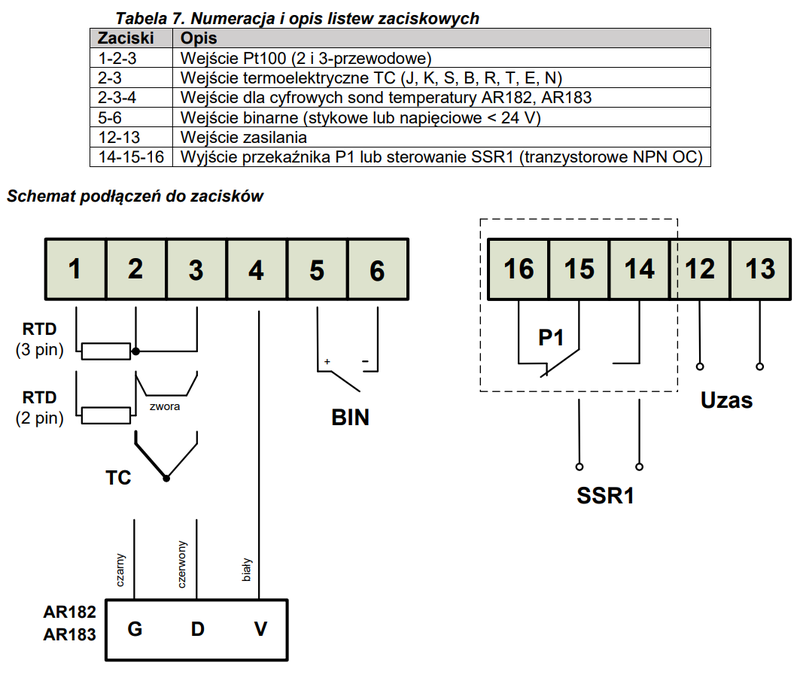
Które zaciski są wejściami sterującymi przekaźnika elektronicznego przedstawionego na ilustracji?

A. 1 i 2
B. 1 i 4
C. 3 i 4
D. 2 i 3
Zaciski 3 i 4 to właśnie wejścia sterujące w tym przekaźniku elektronicznym typu SSR (Solid State Relay). Zawsze warto zwrócić uwagę na oznaczenia producenta – tutaj jasno jest napisane, że INPUT (czyli wejście sterujące) to właśnie 3 i 4, a OUTPUT (czyli wyjście obciążenia) to 1 i 2. Taki przekaźnik steruje się napięciem podanym na zaciski wejściowe, tutaj w bardzo szerokim zakresie 50-280V AC – to ogromny plus, bo można go stosować w wielu typowych instalacjach przemysłowych. W praktyce, takie SSR-y są wykorzystywane choćby do sterowania grzałkami, pompami, silnikami czy oświetleniem – wszędzie tam, gdzie zależy nam na szybkiej, beziskrowej pracy i wysokiej niezawodności. Moim zdaniem warto przyzwyczaić się do sprawdzania etykiet – nie zawsze układ fizyczny przekaźnika mówi wszystko, a pomyłki przy podłączaniu mogą skończyć się uszkodzeniem sprzętu. Branżowe standardy, takie jak IEC czy DIN, zalecają zawsze identyfikować wejścia i wyjścia na podstawie oznaczeń producenta, co podnosi bezpieczeństwo instalacji. Dodatkowo, SSR-y z wejściami AC są świetne do automatyki budynkowej i przemysłowej, eliminując typowe problemy przekaźników mechanicznych, jak drgania styków czy zużycie mechaniczne.