Pytanie 1
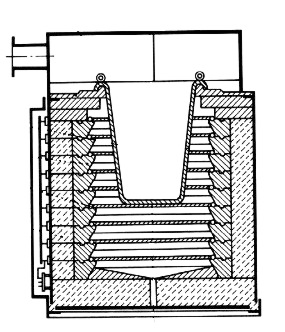
Na rysunku przedstawiono elementy grzejne urządzenia do nagrzewania

A. magnetycznego.
B. gazowego.
C. płomieniowego.
D. indukcyjnego.
Na zdjęciu widać klasyczny element grzejny stosowany w urządzeniach do nagrzewania indukcyjnego, tzw. cewkę indukcyjną. Indukcja elektromagnetyczna polega na tym, że przez cewkę płynie prąd zmienny o wysokiej częstotliwości, a to powoduje powstawanie pola elektromagnetycznego. W materiale umieszczonym w środku tej cewki indukują się prądy wirowe, które bezpośrednio go nagrzewają. Takie rozwiązania są popularne w przemyśle do obróbki cieplnej metali, lutowania, hartowania czy wyżarzania. Według dobrych praktyk branżowych, nagrzewanie indukcyjne pozwala na bardzo precyzyjne sterowanie temperaturą i jest dużo bardziej efektywne niż tradycyjne metody, bo minimalizuje straty energii. Co ciekawe, moim zdaniem właśnie przez to indukcja zdobywa coraz większą popularność nawet w kuchenkach domowych, gdzie liczy się oszczędność i szybkość. Warto wiedzieć, że elementy takie jak na zdjęciu są wykonane z wysokiej jakości miedzi, która ma bardzo dobre własności przewodzenia prądu, a ich kształt spiralny gwarantuje równomierne pole elektromagnetyczne. Standardy np. PN-EN 60519 potwierdzają stosowanie takich cewek w urządzeniach przemysłowych. Myślę, że każdy kto choć raz widział hartowanie powierzchniowe, od razu skojarzy ten obraz z indukcją.