Pytanie 1
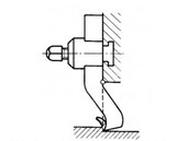
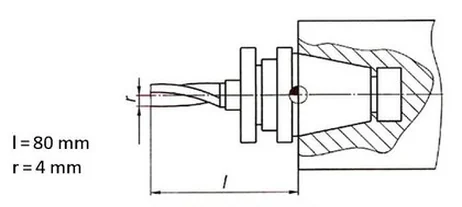
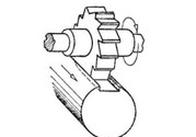
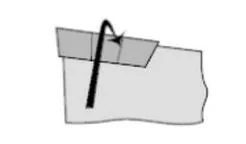
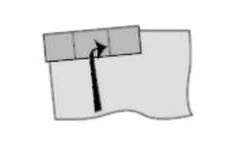
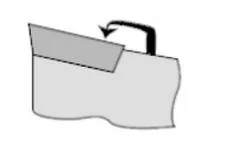
Przedstawione na ilustracji narzędzie służy do

A. pomiaru punktu zerowego.
B. szlifowania otworu.
C. polerowania zaokrągleń.
D. nagniatania powierzchni.
Odpowiedź, która wskazuje na pomiar punktu zerowego, jest jak najbardziej na miejscu. Wskaźnik zegarowy na ilustracji to ważne narzędzie używane w precyzyjnej obróbce skrawaniem. Z mojego doświadczenia, korzystanie z tego wskaźnika naprawdę pomaga w dokładnym ustawieniu narzędzi i detali, co jest kluczowe, aby produkty były wysokiej jakości. Wskaźnik zegarowy działa tak, że pokazuje różnice w wysokości lub położeniu przedmiotu w stosunku do ustalonego punktu odniesienia. Dzięki niemu operator maszyny może robić precyzyjne pomiary. Na przykład, gdy używamy tokarki, ważne jest, żeby narzędzie skrawające było ustawione na odpowiedniej wysokości względem osi obrotowej detalu. Jeśli to zrobimy źle, mogą pojawić się błędy w obróbce. Ta precyzja to coś, co wiele osób w branży mocno podkreśla, bo ciągłe monitorowanie i kalibracja narzędzi to podstawa, by wszystko działało jak należy.